
Baza wiedzy Lean
Obliczanie czasu taktu (T/T)
W poniższym artykule opiszemy, co to jest czas taktu oraz podamy wzór niezbędny do jego obliczenia. Przedstawimy również, w dlaczego warto znać jego wartość.
Czas taktu definiuje jak często linię produkcyjną powinien opuszczać gotowy produkt, abyśmy mogli zaspokoić wymagania klienta.
Czas taktu możemy oczywiście wyznaczać także w firmach usługowych, odnosząc go do ilości zapytań klienta lub ilości wymaganych dokumentów do przetworzenia. Znając jego wartość, posiadamy punkt odniesienia do balansowania pracy, tak aby zniwelować zbyt wielkie obciążenie części stanowisk. Będzie także wyznacznikiem do odnalezienia stanowisk (maszyn, czynności) w procesie, które nie pozwalają na szybkie spełnienie oczekiwań klienta.
Jak obliczyć czas taktu?
Do obliczenia czasu taktu potrzebujemy następujących danych:
- dostępnego czasu pracy (wyrażonego w sekundach)
- wielkości zamówień klienta (w sztukach)
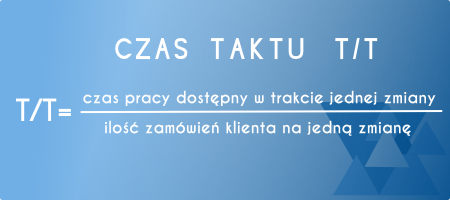
Czas taktu jest oznaczany symbolem T/T (z języka angielskiego: Takt time). Wzór dla obliczenia czasu taktu przedstawiamy na poniższym rysunku:
Jak wyznaczamy dostępny czas?
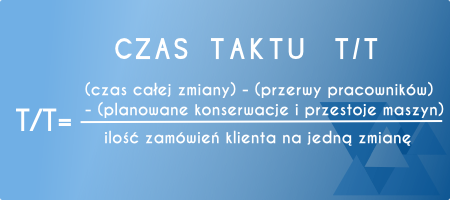
Dostępny czas pracy wyznaczamy biorąc pod uwagę czas pracy zakładu w ciągu doby, co będzie oznaczać możliwości produkcyjne naszego zakładu. Jeżeli zakład pracuje na trzy zmiany, bierzemy pod uwagę 24 godziny, jeśli jest to jedna zmiana 8 godzin i zamieniamy wartości na sekundy (24 h – 86400 s, 8 h – 28800 s). Od tych wartości odejmujemy przerwy, które są konieczne dla pracowników oraz ewentualnie, czas przeznaczany na konserwację maszyn, jeśli odbywa się ona poza przerwami pracowniczymi.
Przykład obliczania czasu taktu
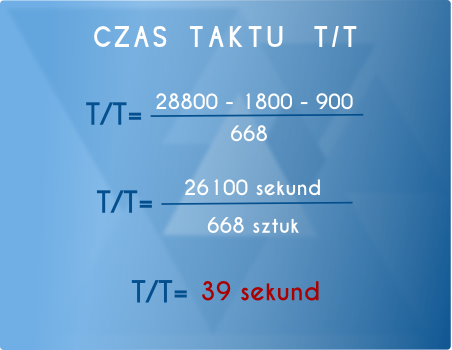
Wyobraźmy sobie, że produkujemy ptaki ogrodowe, a analiza sprzedaży wykazała, że miesięcznie wysyłamy z zakładu 13360 sztuk tego produktu. Zakład pracuje 20 dni w miesiącu na jedną, ośmiogodzinną zmianę. Wynika z tego, że, aby systematycznie dostarczać klientom figurki, w jeden dzień musimy wyprodukować ich 668.
W zakładzie, podczas zmiany są dwie pięciominutowe przerwy i jedna dwudziestominutowa, a pod koniec zmiany pracownicy zajmują się przez piętnaście minut przygotowaniem maszyn na kolejny dzień pracy. Czas taktu obliczymy więc następująco:
Czy raz wyliczony czas taktu jest stały?
Nie. Rynek jest dynamiczny, a liczba zamówień nie jest stała. Być może też w związku z udoskonaleniem naszych procesów i szybszej dostawy do klientów, wzrosła znacząco sprzedaż. Wymagania klientów zmieniają się, więc również aktualność obecnie obliczonego czasu taktu powinna być weryfikowana (np. raz w miesiącu lub częściej, jeżeli widzimy ku temu powody), aby wprowadzając stosowne korekty uniknąć opóźnień w dostawach lub nagromadzenia zbyt dużych zapasów. Uaktualniony czas taktu pokaże nam również, w których miejscach warto przyjrzeć się bliżej procesom, aby obniżyć ewentualnie czas cyklu.
Czas taktu możemy oczywiście wyznaczać także w firmach usługowych, odnosząc go do ilości zapytań klienta lub ilości wymaganych dokumentów do przetworzenia. Znając jego wartość, posiadamy punkt odniesienia do balansowania pracy, tak aby zniwelować zbyt wielkie obciążenie części stanowisk. Będzie także wyznacznikiem do odnalezienia stanowisk (maszyn, czynności) w procesie, które nie pozwalają na szybkie spełnienie oczekiwań klienta.
Jak obliczyć czas taktu?
Do obliczenia czasu taktu potrzebujemy następujących danych:
- dostępnego czasu pracy (wyrażonego w sekundach)
- wielkości zamówień klienta (w sztukach)
Czas taktu jest oznaczany symbolem T/T (z języka angielskiego: Takt time). Wzór dla obliczenia czasu taktu przedstawiamy na poniższym rysunku:
Jak wyznaczamy dostępny czas?
Dostępny czas pracy wyznaczamy biorąc pod uwagę czas pracy zakładu w ciągu doby, co będzie oznaczać możliwości produkcyjne naszego zakładu. Jeżeli zakład pracuje na trzy zmiany, bierzemy pod uwagę 24 godziny, jeśli jest to jedna zmiana 8 godzin i zamieniamy wartości na sekundy (24 h – 86400 s, 8 h – 28800 s). Od tych wartości odejmujemy przerwy, które są konieczne dla pracowników oraz ewentualnie, czas przeznaczany na konserwację maszyn, jeśli odbywa się ona poza przerwami pracowniczymi.
Przykład obliczania czasu taktu
Wyobraźmy sobie, że produkujemy ptaki ogrodowe, a analiza sprzedaży wykazała, że miesięcznie wysyłamy z zakładu 13360 sztuk tego produktu. Zakład pracuje 20 dni w miesiącu na jedną, ośmiogodzinną zmianę. Wynika z tego, że, aby systematycznie dostarczać klientom figurki, w jeden dzień musimy wyprodukować ich 668.
W zakładzie, podczas zmiany są dwie pięciominutowe przerwy i jedna dwudziestominutowa, a pod koniec zmiany pracownicy zajmują się przez piętnaście minut przygotowaniem maszyn na kolejny dzień pracy. Czas taktu obliczymy więc następująco:
Czy raz wyliczony czas taktu jest stały?
Nie. Rynek jest dynamiczny, a liczba zamówień nie jest stała. Być może też w związku z udoskonaleniem naszych procesów i szybszej dostawy do klientów, wzrosła znacząco sprzedaż. Wymagania klientów zmieniają się, więc również aktualność obecnie obliczonego czasu taktu powinna być weryfikowana (np. raz w miesiącu lub częściej, jeżeli widzimy ku temu powody), aby wprowadzając stosowne korekty uniknąć opóźnień w dostawach lub nagromadzenia zbyt dużych zapasów. Uaktualniony czas taktu pokaże nam również, w których miejscach warto przyjrzeć się bliżej procesom, aby obniżyć ewentualnie czas cyklu.
Przeczytaj również o Lean
-
Siedem marnotrawstw cz.1 – eliminuj i zyskuj

Siedem marnotrawstw [ang. 7 Wastes (7W), jap. 7 Muda) to wszelkie czynności, za które klient, gdyby mógł, nie płaciłby nam w ogóle. Często widzimy je w pracy, narzekamy na ich występowanie, nie znając nawet ich definicji. Czasem jednak, są one tak zakorzenione w naszych codziennych obowiązkach, że wydają się być konieczne i nie do usunięcia. Japońscy inżynierowie pokazali, które z nich powinniśmy ...
-
5S w pigułce - infografika
Przedstawiamy kroki 5S, w krótkiej, łatwej do zapamiętania formie. Jakie są kroki 5S? Co daje nam ich utrzymywanie? Odpowiedź na poniższej infografice.
-
Wyznaczanie czasu cyklu

Czym jest czas cyklu, jak go wyznaczyć? Co będziemy wiedzieli o procesie dzięki zbadaniu tej wartości? Czy mierzenie czasu cyklu oznacza chęć podniesienia norm na stanowisku pracy?
-
Plan for Every Part - podstawa efektywnej logistyki wg zasad Lean

W niniejszym artykule omówimy narzędzie PFEP, czyli Plan for Every Part. Na przestrzeni lat logistyka w przedsiębiorstwach produkcyjnych przeszła istną przemianę. Dotychczas głównymi zadaniami zwykłego logistyka było zamówienie towaru, organizacja transportu, dostarczenie towaru na linię produkcyjną, na wysyłce wyrobu gotowego do klienta kończąc.
Technologie wspierające Lean
PARTNERZY SEKCJI:

Komentarze
Śledź nas w social media
Aktualności
 Wyszukiwarka
Wyszukiwarka
Ogólnopolski Kongres Jakościowy 2025: Wiedza. Relacje. Biznes.
 Nowoczesne podejście do doskonalenia procesów - relacja z IX Europejskiego Kongresu Lean
Nowoczesne podejście do doskonalenia procesów - relacja z IX Europejskiego Kongresu Lean

Polecamy
W dniach 14-16 maja 2025 roku w Centrum Edukacyjno-Kongresowym Politechniki Śląskiej odbędzie się Ogólnopolski Kongres Jakościowy 2025. To największe wydarzenie w Polsce poświęcone jakości, łączące wiedzę, relacje i biznes. Kongres stanowi unikalną o ...
Dziewiąta edycja Europejskiego Kongresu Lean przyniosła uczestnikom ogromną dawkę wiedzy na temat wdrażania efektywnych procesów i innowacji w różnych branżach. Organizatorzy podkreślali, że kluczowym przesłaniem wydarzenia jest przekonanie, że to, c ...
Kalendarz konferencji Lean
| PON | WT | ŚR | CZW | PT | SOB | NDZ |
|---|---|---|---|---|---|---|
| 26 | 27 | 28 | 29 | 30 | 31 | 1 |
| 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 9 | 10 | 11 | 12 | 13 | 14 | 15 |
| 16 | 17 | 18 | 19 | 20 | 21 | 22 |
| 23 | 24 | 25 | 26 | 27 | 28 | 29 |
| 30 | 31 | 1 | 2 | 3 | 4 | 5 |
Najbliższe szkolenia Lean
PatronujemyŚledź nas na Facebooku
