
Baza wiedzy Lean
Wyznaczanie czasu cyklu
Czym jest czas cyklu, jak go wyznaczyć? Co będziemy wiedzieli o procesie dzięki zbadaniu tej wartości? Czy mierzenie czasu cyklu oznacza chęć podniesienia norm na stanowisku pracy?
Czas cyklu jest to wartość pokazująca, jak często produkt opuszcza linię produkcyjną.
W odniesieniu do usług będzie to wiedza, jak często realizujemy/zakańczamy daną usługę (np. jak często kończymy wypełnienie każdego kolejnego zlecenia klienta).
Jak wyznaczyć czas cyklu?
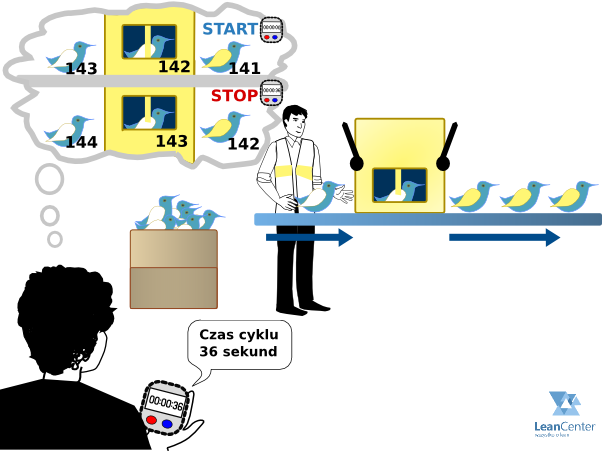
Do wyznaczenia czasu cyklu potrzebny jest stoper, cierpliwość i obranie stałego punktu odniesienia, przy którym będziemy zatrzymywać czas. Powrócimy tutaj do omawianego w artykule o czasie taktu, przykładu produkcji ogrodowych ptaków. Jeżeli znamy już „tempo zamówień” klienta, czas stanąć na końcu linii produkcyjnej (na końcu procesu, czyli w dole strumienia wartości) i zmierzyć, co ile sekund kolejny ptak znajduje się w pudełku przeznaczonym do wysyłki.
Obieramy punkt/moment, w którym włączymy odliczanie, a potem będziemy również wyłączać stoper. Najłatwiej jest, gdy korzystamy w stoperze z funkcji zapamiętywania czasów kolejnych okrążeń. Łatwiej wtedy będzie nam zrobić 10-20 pomiarów, które dadzą pewien obraz tego co dzieje się na produkcji.
Przykład:
- Włączamy stoper w momencie, gdy operator wkłada produkt do pudełka, a następnie za każdym razem, gdy ponownie go wkłada, rejestrujemy kolejne międzyczasy.
- Badając czas cyklu w innym miejscu procesu, na przykład przy maszynie z obsługą operatora, obieramy np. moment wyjścia produktu z maszyny i rejestrujemy kolejne międzyczasy.
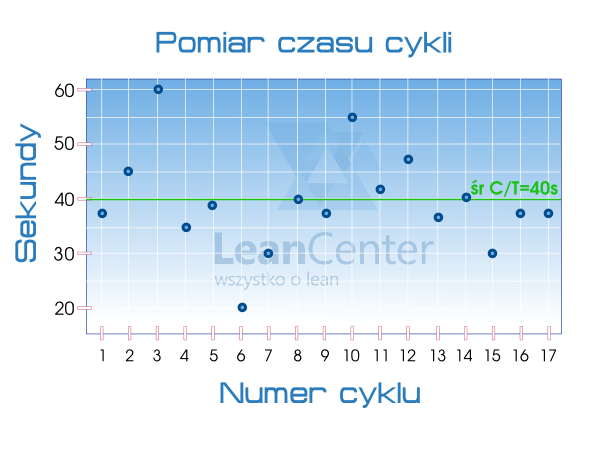
Po zakończeniu analizy możemy przedstawić uśrednione wyniki, bądź bardziej dokładnie za pomocą wykresów, co pokaże nam, czy proces jest stabilny. Wykres punktowy ujawni różnice w minimalnym i maksymalnym czasie cyklu. Podczas obserwacji zapiszmy, jaki był powód wydłużonego czasu przekazania produktu w danym cyklu. Może z poprzedniego stanowiska produkty przychodzą nieregularnie, albo operator musiał iść po nową paletę? Ta wiedza pomoże nam w przyszłości udoskonalić rozpatrywane stanowisko pracy.
Czas cyklu, a czas pracy maszyny
Jeżeli pracujemy nad udoskonaleniem stanowiska, na którym czas cyklu jest zależny od pracy maszyny i operatora, w dalszym toku postępowania możemy przeanalizować czas pracy samej maszyny i czas, w którym operator wykonuje czynności nie pozwalające maszynie pracować (np. załadunek i rozładunek z pulpitu roboczego). Czas pracy maszyny wyznaczamy uruchamiając stoper w momencie, gdy maszyna zaczyna pracować i zatrzymujemy go, gdy maszyna kończy pracę w danym cyklu.
Powyższe pomiary można również przedstawić na przykładach biurowych. Przykładowo, wyznaczając czas cyklu przetwarzania faktur. Stoper uruchamiamy, a następnie zatrzymujemy, za każdym razem, gdy faktura jest odłożona w miejscu odbiorczym. Jeśli komputer podczas wprowadzania danych, przetwarza dane i przez określony czas nie pozwala pracownikowi na wykonanie żadnych czynności, również możemy mierzyć czas pracy maszyny i pracownika.
Czy będą podniesione normy?
Pracownicy, przy których stanowisku, odbywa się pomiar czasu, mogą zastanawiać się i pytać, czy mierzymy ich pracę, aby podnieść im normy. Takie pytania mogą wynikać z kultury organizacyjnej w naszej firmie, albo z doświadczeń ich kolegów z innych zakładów. Jeśli mieliśmy dotychczas zwyczaj robić pomiary na stanowiskach, by podnieść plan produkcyjny i nakłaniać pracowników, by pracowali szybciej, zadanie zmierzenia rzeczywistego czasu cyklu może być w niektórych przypadkach nieco utrudnione i zniekształcone. Ważne w takich przypadkach jest wcześniejsze poinformowanie załogi o zamiarze przeprowadzenia analizy i przyszłych skutkach pomiarów oraz efektach doskonalenia procesów.
Czas cyklu różni się w zależności od pracującej zmiany?
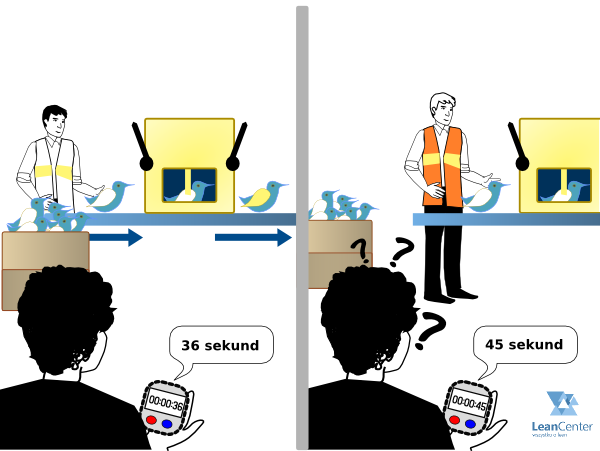
Mierzący mogą spotkać także przypadki, w których jeden pracownik wykonuje czynności bardzo szybko, lecz nie oddaje to rzeczywistych danych na rozpatrywanym stanowisku. Powodów może być kilka. Zestresowany i ambitny pracownik, gdy go obserwujemy, może pracować szybciej, niż jest to w stanie robić przez 7,5 godziny pracy. Może być również tak, że inni pracownicy (np. na innych zmianach) przyjęli na rozpatrywanym stanowisku odmienny standard pracy. Przed wyciągnięciem ostatecznych wniosków, powinniśmy wykonać kilka badań na różnych zmianach. Jeśli rozbieżności są duże, odkryjemy potrzebę znalezienia najlepszego dla danego stanowiska standardu pracy.
Co możemy zrobić z czasem cyklu?
Kiedy poznamy czas cyklu na końcu procesu i jego poszczególnych operacjach, będziemy mogli dokonać balansacji linii produkcyjnej, aby wprowadzić lepsze, bardziej równomierne rozłożenie pracy pomiędzy pracownikami. Jeśli mierzony czas cyklu jest wyższy niż czas taktu klienta, poznamy miejsca w procesie, które będziemy doskonalić w przyszłości, aby wymagania klienta zostały spełnione.
W odniesieniu do usług będzie to wiedza, jak często realizujemy/zakańczamy daną usługę (np. jak często kończymy wypełnienie każdego kolejnego zlecenia klienta).
Jak wyznaczyć czas cyklu?
Do wyznaczenia czasu cyklu potrzebny jest stoper, cierpliwość i obranie stałego punktu odniesienia, przy którym będziemy zatrzymywać czas. Powrócimy tutaj do omawianego w artykule o czasie taktu, przykładu produkcji ogrodowych ptaków. Jeżeli znamy już „tempo zamówień” klienta, czas stanąć na końcu linii produkcyjnej (na końcu procesu, czyli w dole strumienia wartości) i zmierzyć, co ile sekund kolejny ptak znajduje się w pudełku przeznaczonym do wysyłki.
Obieramy punkt/moment, w którym włączymy odliczanie, a potem będziemy również wyłączać stoper. Najłatwiej jest, gdy korzystamy w stoperze z funkcji zapamiętywania czasów kolejnych okrążeń. Łatwiej wtedy będzie nam zrobić 10-20 pomiarów, które dadzą pewien obraz tego co dzieje się na produkcji.
Przykład:
- Włączamy stoper w momencie, gdy operator wkłada produkt do pudełka, a następnie za każdym razem, gdy ponownie go wkłada, rejestrujemy kolejne międzyczasy.
- Badając czas cyklu w innym miejscu procesu, na przykład przy maszynie z obsługą operatora, obieramy np. moment wyjścia produktu z maszyny i rejestrujemy kolejne międzyczasy.
Po zakończeniu analizy możemy przedstawić uśrednione wyniki, bądź bardziej dokładnie za pomocą wykresów, co pokaże nam, czy proces jest stabilny. Wykres punktowy ujawni różnice w minimalnym i maksymalnym czasie cyklu. Podczas obserwacji zapiszmy, jaki był powód wydłużonego czasu przekazania produktu w danym cyklu. Może z poprzedniego stanowiska produkty przychodzą nieregularnie, albo operator musiał iść po nową paletę? Ta wiedza pomoże nam w przyszłości udoskonalić rozpatrywane stanowisko pracy.
Czas cyklu, a czas pracy maszyny
Jeżeli pracujemy nad udoskonaleniem stanowiska, na którym czas cyklu jest zależny od pracy maszyny i operatora, w dalszym toku postępowania możemy przeanalizować czas pracy samej maszyny i czas, w którym operator wykonuje czynności nie pozwalające maszynie pracować (np. załadunek i rozładunek z pulpitu roboczego). Czas pracy maszyny wyznaczamy uruchamiając stoper w momencie, gdy maszyna zaczyna pracować i zatrzymujemy go, gdy maszyna kończy pracę w danym cyklu.
Powyższe pomiary można również przedstawić na przykładach biurowych. Przykładowo, wyznaczając czas cyklu przetwarzania faktur. Stoper uruchamiamy, a następnie zatrzymujemy, za każdym razem, gdy faktura jest odłożona w miejscu odbiorczym. Jeśli komputer podczas wprowadzania danych, przetwarza dane i przez określony czas nie pozwala pracownikowi na wykonanie żadnych czynności, również możemy mierzyć czas pracy maszyny i pracownika.
Czy będą podniesione normy?
Pracownicy, przy których stanowisku, odbywa się pomiar czasu, mogą zastanawiać się i pytać, czy mierzymy ich pracę, aby podnieść im normy. Takie pytania mogą wynikać z kultury organizacyjnej w naszej firmie, albo z doświadczeń ich kolegów z innych zakładów. Jeśli mieliśmy dotychczas zwyczaj robić pomiary na stanowiskach, by podnieść plan produkcyjny i nakłaniać pracowników, by pracowali szybciej, zadanie zmierzenia rzeczywistego czasu cyklu może być w niektórych przypadkach nieco utrudnione i zniekształcone. Ważne w takich przypadkach jest wcześniejsze poinformowanie załogi o zamiarze przeprowadzenia analizy i przyszłych skutkach pomiarów oraz efektach doskonalenia procesów.
Czas cyklu różni się w zależności od pracującej zmiany?
Mierzący mogą spotkać także przypadki, w których jeden pracownik wykonuje czynności bardzo szybko, lecz nie oddaje to rzeczywistych danych na rozpatrywanym stanowisku. Powodów może być kilka. Zestresowany i ambitny pracownik, gdy go obserwujemy, może pracować szybciej, niż jest to w stanie robić przez 7,5 godziny pracy. Może być również tak, że inni pracownicy (np. na innych zmianach) przyjęli na rozpatrywanym stanowisku odmienny standard pracy. Przed wyciągnięciem ostatecznych wniosków, powinniśmy wykonać kilka badań na różnych zmianach. Jeśli rozbieżności są duże, odkryjemy potrzebę znalezienia najlepszego dla danego stanowiska standardu pracy.
Co możemy zrobić z czasem cyklu?
Kiedy poznamy czas cyklu na końcu procesu i jego poszczególnych operacjach, będziemy mogli dokonać balansacji linii produkcyjnej, aby wprowadzić lepsze, bardziej równomierne rozłożenie pracy pomiędzy pracownikami. Jeśli mierzony czas cyklu jest wyższy niż czas taktu klienta, poznamy miejsca w procesie, które będziemy doskonalić w przyszłości, aby wymagania klienta zostały spełnione.
Przeczytaj również o Lean
-
Metoda A3

A3 wedlug John Shook’a w książce „ Zarządzać znaczy uczyć”.
-
Wprowadzenie do Six Sigma

Co to jest Six Sigma, jakie są podstawy tej metodyki, a także o błędnym podejściu do 6sigma, które ogranicza jej wpływ na doskonalenie organizacji. Wprowadzenie do Six Sigma i cykl artykułów prostujących wiedzę w tym temacie został przygotowany przez jedną z najdłużej zajmujących się tą tematyką osób w Polsce. Znajdziesz tu kwintesencję wiedzy oraz podstawy, które wskażą kierunek, jak poprawnie uż ...
-
Czym się różni Lean i Six Sigma?
Lean i Six Sigma pojawiają się wspólnie podczas konferencji poruszających tematykę Lean Management, jak i na stronach firm konsultingowych. Mimo, że różnice między nimi są diametralne, do obiegu wprowadzono nawet hybrydę zwaną Lean Six Sigma, która ma być połączeniem najlepszych cech jednego i drugiego podejścia. Poniżej przedstawiamy krótko, czym różnią się obie metodologie rozwoju przedsiębiorst ...
-
Design, a szczupłe myślenie w urzędach

Pojęcia Lean Office i Lean Government będą kojarzyć się pracującym w biurach z uporządkowaniem procesu, bardziej płynnym przepływem dokumentów i szybszą obsługą klientów. A z czym może kojarzyć się design? Z fantazyjnie zaprojektowanym zszywaczem, albo kubkiem, który zachwyca każdego, kto przechodzi obok naszego biurka? Okazuje się, że design to także ludzie i procesy, o czym będzie mowa w poniższ ...
Technologie wspierające Lean
PARTNERZY SEKCJI:

Komentarze
Śledź nas w social media
Aktualności
 Wyszukiwarka
Wyszukiwarka
10 lat działalności SLMP - relacja z Lean Trendy 2025
 Ogólnopolski Kongres Jakościowy 2025: Wiedza. Relacje. Biznes.
Ogólnopolski Kongres Jakościowy 2025: Wiedza. Relacje. Biznes.

Polecamy
Konferencja Lean Trendy 2025 wydarzenie pasjonatów i praktyków Lean z całej Polski, była okazją do świętowania dziesiątej rocznicy powstania Stowarzyszenia Lean Management Polska, które przez ten czas konsekwentnie popularyzuje filozofię Lean w Polsc ...
W dniach 14-16 maja 2025 roku w Centrum Edukacyjno-Kongresowym Politechniki Śląskiej odbędzie się Ogólnopolski Kongres Jakościowy 2025. To największe wydarzenie w Polsce poświęcone jakości, łączące wiedzę, relacje i biznes. Kongres stanowi unikalną o ...
- » Nowoczesne podejście do doskonalenia procesów - relacja z IX Europejskiego Kongresu Lean
- » Bezpłatna Konferencja – Cyfrowa Transformacja w Biznesie
- » Doskonalenie procesów, zespołów i robotów
- » Relacja z Toyota Change Management – we wnętrzu giganta zmian
- » Relacja z II Ogólnopolskiej Konferencji Jakościowej
Kalendarz konferencji Lean
PatronujemyŚledź nas na Facebooku
