
Baza wiedzy Lean
7 marnotrawstw – cz. 2
W pierwszej części omówiliśmy trzy pierwsze marnotrawstwa – oczekiwanie, zbędny transport i zbędny ruch. W poniższym artykule rozwiniemy dwa kolejne – nadprocesowość oraz zapasy.
4. Nadprocesowość
Nadprocesowość, to jedno z tych marnotrawstw, które części menadżerom w pierwszym momencie ciężko zauważyć. Kiedy przychodzimy do biura lub hali produkcyjnej i wszyscy pilnie pracują, moglibyśmy przyznać, że załoga jest godna pochwały, a produkcja ma się tak dobrze, jak nigdy dotąd. O ile rzeczywiście powinniśmy pochwalić naszą załogę, jeżeli tak dobrze pracuje, o tyle jednocześnie musimy spojrzeć analitycznie na to, co oni właściwie robią. Musimy zadać sobie pytanie, dlaczego oni to robią i ponownie spytać, czy klient chciałby nam za daną czynność płacić.
Jakie czynności możemy określić mianem nadprocesowości?
- Nadmierna kontrola;
- Oklejanie części, aby zabezpieczyć je przed transportem wewnątrz zakładu – warto spróbować zmienić sposób transportu, albo go wyeliminować;
- Tworzenie niepotrzebnych, nieczytanych lub nieczytelnych raportów;
- Tworzenie dodatkowych dokumentów, kierowanych do kilku działów jednocześnie;
- Konieczność uzyskiwania potwierdzenia wykonania zadania (podpisów) w kilku działach, co trwa kilka dni.
Sposobem na dostrzeżenie tego marnotrawstwa jest m.in. wykonanie mapy strumienia wartości (ang. Value Stream Map – VSM). Przechodząc krok po kroku i analizując proces powstawania produktu, czy wykonywania usługi, zauważymy czynności, które mogłyby być w przyszłości wyeliminowane bez szkody dla jakości produktu/usługi. Jeśli będąc pracownikiem uważasz niektóre czynności jako „bezsensowne”, najprawdopodobniej już zauważyłeś pole i miejsce do poprawy. Popularne słowo biurokracja będzie również kryła w sobie zjawisko nadprocesowości.
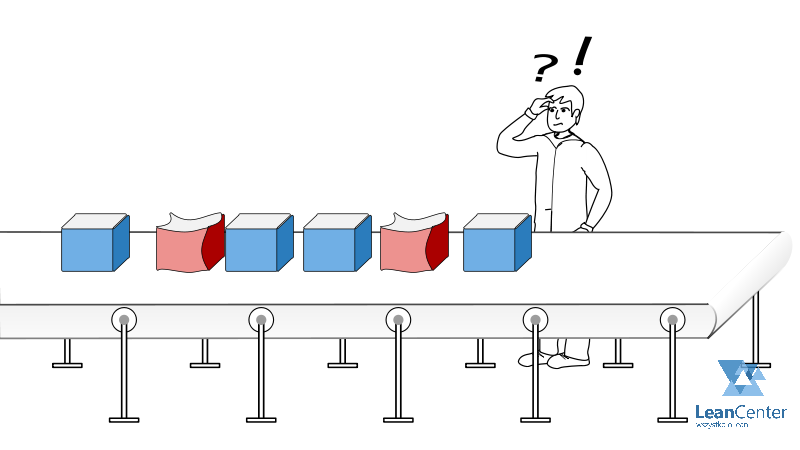
5. Wady / braki / defekty
To jedne z bardziej oczywistych marnotrawstw. Jeżeli jakąś rzecz wyprodukowaliśmy źle, nie nadaje się ona do sprzedaży, jeżeli w dokumentach zrobiliśmy błąd, musimy je poprawić. Jeśli źle poinformowaliśmy klienta, musimy ponownie z nim rozmawiać i liczyć się z jego zdenerwowaniem. Defekty mogą powstać nie tylko w toku produkcji, czy w trakcie wykonywania usługi, ale także podczas transportu. Zagubione dokumenty pomiędzy oddziałami firmy z dwóch miast Polski? Skąd to znamy. Zarysowany element podczas transportu do klienta? Nieprzyjemna sprawa. Kto wie, dla kogo bardziej – czy dla klienta, któremu się wmawia, że to jego wina, czy dla producenta, który szarga swoją opinię.
Jak usuwać to marnotrawstwo?
Po pierwsze, musimy mieć informację, że defekty lub błędnie wykonane zadania się pojawiają. Sporo w tym przypadku zależy od kultury organizacji oraz przełożonych. Kierownicy, którzy odkryli, że można skupić się na poszukiwaniu przyczyny błędów, zamiast na uporczywym karceniu osób powodujących błędy, odkrywają również, że te błędy są możliwe do wyeliminowania. W niektórych przypadkach wystarczająca jest poprawa sposobu szkolenia nowego pracownika, a w innych wprowadzenie jednego standardu wykonywania zadania spowoduje spadek błędów o 80-90%. W wielu przypadkach będzie konieczne zainteresowanie się Poka-Yoke, czyli stworzenia takiego stanowiska pracy lub narzędzia, które nie pozwoli na popełnienie błędu
Ostatnie dwa marnotrawstwa - zapasy i nadprodukcję przedstawiliśmy w trzeciej części artykułu.
Przeczytaj również o Lean
-
Zmiana mentalności w procesie Lean

Wprowadzenie filozofii lean w przedsiębiorstwie to proces wieloetapowy, a zbyt pochopne wprowadzanie kolejnych jej elementów może zaważyć na mniejszej trwałości wprowadzanych zmian. Przedstawiciel Capgemini Consulting w rozmowie z dyrektorem fabryki Kellogg – Rainerem Frerichem – wskazuje na kilka istotnych zagadnień związanych ze szkoleniem personelu.
-
Problem Solving – rozwiązywanie problemów w Lean

Na czym polega rozwiązywanie problemów w Leanie? Odpowiedź wydaje się oczywista – „polega na znalezieniu przyczyny problemu i jej wyeliminowaniu”. W poniższym artykule rozwiniemy sens powyższego stwierdzenia i przedstawimy co jest kluczem w skutecznym zmniejszaniu ilości błędów w pracy, dzięki tzw. technikom „problem solving”.
-
Ciągłe Doskonalenie w procesach usługowych w HR.

Metodologia Ciągłego Doskonalenia Lean Six Sigma została pierwotnie opracowana na potrzeby procesów produkcyjnych, jednak równie dobrze sprawdza się w procesach usługowych. Jedną z kluczowych różnic między produkcją a usługami jest to, że w produkcji produkty są namacalne, mogą być przechowywane i sprawdzane pod kątem zapewnienia jakości zanim dotrą one do klienta. Usługi są dostarczane w czasie r ...
-
Co Scrum ma wspólnego z Lean?
Scrum (z ang. młyn w rugby) powstał na początku lat 90 XX wieku. Wywodzi się ze świata programistów komputerowych borykających się ze zmiennością potrzeb i wymagań klienta, niską terminowością realizowanych projektów, a także rozbieżnościami między wynikiem projektu a oczekiwaniami klienta. Obecnie Scrum przenika także do innych branż ciesząc się dużym powodzeniem z powodu swej skuteczności. ...
Technologie wspierające Lean
PARTNERZY SEKCJI:

Komentarze
Śledź nas w social media
Aktualności
 Wyszukiwarka
Wyszukiwarka
Ludzie, dane i przywództwo – podsumowanie 19. Konferencji Lean | Six Sigma
 10 lat działalności SLMP - relacja z Lean Trendy 2025
10 lat działalności SLMP - relacja z Lean Trendy 2025

Polecamy
Lean i Six Sigma dają efekty wtedy, gdy narzędzia wspierają ludzi, decyzje i codzienną pracę. 19. Konferencja Lean | Six Sigma, która odbyła się 18–19 czerwca 2026 roku we Wrocławiu, połączyła 13 praktyków z wielu branż oraz uczestników wizyt benchma ...
Konferencja Lean Trendy 2025 wydarzenie pasjonatów i praktyków Lean z całej Polski, była okazją do świętowania dziesiątej rocznicy powstania Stowarzyszenia Lean Management Polska, które przez ten czas konsekwentnie popularyzuje filozofię Lean w Polsc ...
- » Ogólnopolski Kongres Jakościowy 2025: Wiedza. Relacje. Biznes.
- » Nowoczesne podejście do doskonalenia procesów - relacja z IX Europejskiego Kongresu Lean
- » Bezpłatna Konferencja – Cyfrowa Transformacja w Biznesie
- » Doskonalenie procesów, zespołów i robotów
- » Relacja z Toyota Change Management – we wnętrzu giganta zmian
Kalendarz konferencji Lean
PatronujemyŚledź nas na Facebooku
