
Baza wiedzy Lean
Dostawy Milk Run w produkcji i logistyce
Milk Run, czyli kursy mleczarza, to jeden ze sposobów na obniżenie zapasów i jednocześnie zwiększenie płynności w dostarczaniu półproduktów na linię produkcyjną, komponentów do zakładu i wyrobu gotowego do klienta. W poniższym artykule przedstawiono podstawy działania tego systemu.
Już od kilku lat obserwujemy w Polsce jak Lean Manufacturing wchodzi do kolejnych firm produkcyjnych, usługowych i handlowych. Dzieje się tak, ponieważ coraz więcej firm odkrywa i przekonuje się jak duży potencjał w zakresie elastyczności, oszczędności i budowania przewagi konkurencyjnej tkwi w tym systemie. Szczupłe zarządzanie produkcją w Lean Manufacturing to jednak nie tylko same działania wewnątrz fabryki na liniach montażowych, lecz również odpowiednie podejście i planowanie dostaw komponentów i surowców do produkcji.
Milk Run i precyzyjne dostawy
Produkcja oparta na systemie ssącym Kanban wymaga precyzyjnie dopasowanych dostaw, tak aby nie generować zapasów magazynowych oraz innych strat, które mogą wystąpić w tradycyjnie planowanej produkcji. Oznacza to, że dostawy są częste, lecz w małych partiach towaru przywożonych dokładnie na wyznaczony czas. Aby spełnić powyższe wymagania i do tego osiągnąć korzyści ekonomiczne, dostawy są realizowane w tzw. układzie Milk Run [tłum. droga mleczarza]. Poniżej przedstawię dwa typowe schematy dostaw Milk Run oraz wymienię najczęstsze błędy popełniane przy planowaniu takich tras i potem podczas realizacji.
Możemy wyróżnić dwa główne schematy dostaw:
Pierwszy schemat przedstawia Milk Run, w którym ciężarówka wyjeżdża załadowana produktami do czterech odbiorców. U każdego z odbiorców zostawia zamówioną ilość towaru i w zwolnione miejsce odbiera opakowania zwrotne w celu ich ponownego uzupełnienia. Jest to schemat często wykorzystywany w dystrybucji w sieci sklepów.

Rys 1. Milk Run Magazyn główny. Opracowanie własne;
Drugi schemat przedstawia Milk Run, w którym ciężarówka wyjeżdża z pustymi pojemnikami z fabryki, zostawia je u dostawców komponentów lub surowców i w zamian zabiera pojemniki pełne w ilości wymaganej na produkcji do kolejnej dostawy.
Taki schemat jest wykorzystywany w produkcji, np. w branży automotive.
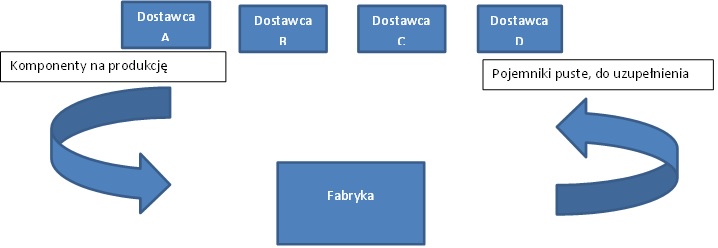
Rys 2. Milk Run – fabryka – dostawcy – fabryka. Opracowanie własne;
W obu przypadkach w cyklu dostaw może wystąpić wiele zakłóceń, które wpływają na terminowość i płynność dostaw. Mogą to być m.in:
Przykład i konsekwencje nieprawidłowego załadunku opakowań zwrotnych
Milk Run przewiduje załadunek u czterech dostawców. U każdego z nich do załadunku jest po sześć pojemników. W takim wypadku powinno tez być załadowanych po sześć pojemników zwrotnych do każdego z nich. Następuje tutaj wymiana - jeden pełny pojemnik za jeden pusty.

W praktyce zostały załadowane tylko dwa puste pojemniki do "Dostawcy 1" oraz dzisięć pojemników do "Dostawcy 2".

Jest to poważny problem, ponieważ u pierwszego z dostawców po wyładowaniu dwóch pojemników, brakuje miejsca na załadunek czterech pełnych pojemników, które są potrzebne na produkcję.
W tym przypadku, w dostawach tylko na czas, bez utrzymywania większych stanów magazynowych pojawia się zagrożenie ciągłości produkcji. Koniecznie należy podjąć środki zaradcze, aby nie dopuścić do zatrzymania linii produkcyjnej. Niezbędna jest tu stała kontrola kluczowych wskaźników procesu i szybka reakcja na zagrożenia w realizacji codziennych procesów łańcuchów dostaw.
Podobnie jak podczas wprowadzania innych działań Lean Management, także w przypadku wprowadzania pętli na zasadzie Milk Run, bardzo ważnym czynnikiem jest świadomość potrzeby utrzymywania standardów i ścieżki rozwiązywania problemów przez każdą osobę, która bierze udział w realizacji codziennych dostaw. Aby wykorzystać korzyści jakie niesie za sobą wdrożenie szczupłych dostaw JIT zaprojektowanych jako Milk Run, wraz z wprowadzonym systemem Kanban i kursem mleczarza, musi być jednocześnie budowana kultura rozwiązywania problemów i ciągłego doskonalenia.
Milk Run i precyzyjne dostawy
Produkcja oparta na systemie ssącym Kanban wymaga precyzyjnie dopasowanych dostaw, tak aby nie generować zapasów magazynowych oraz innych strat, które mogą wystąpić w tradycyjnie planowanej produkcji. Oznacza to, że dostawy są częste, lecz w małych partiach towaru przywożonych dokładnie na wyznaczony czas. Aby spełnić powyższe wymagania i do tego osiągnąć korzyści ekonomiczne, dostawy są realizowane w tzw. układzie Milk Run [tłum. droga mleczarza]. Poniżej przedstawię dwa typowe schematy dostaw Milk Run oraz wymienię najczęstsze błędy popełniane przy planowaniu takich tras i potem podczas realizacji.
Zobacz także: Zaczynamy pracę z marnotrawstwami
Możemy wyróżnić dwa główne schematy dostaw:
Pierwszy schemat przedstawia Milk Run, w którym ciężarówka wyjeżdża załadowana produktami do czterech odbiorców. U każdego z odbiorców zostawia zamówioną ilość towaru i w zwolnione miejsce odbiera opakowania zwrotne w celu ich ponownego uzupełnienia. Jest to schemat często wykorzystywany w dystrybucji w sieci sklepów.
Rys 1. Milk Run Magazyn główny. Opracowanie własne;
Drugi schemat przedstawia Milk Run, w którym ciężarówka wyjeżdża z pustymi pojemnikami z fabryki, zostawia je u dostawców komponentów lub surowców i w zamian zabiera pojemniki pełne w ilości wymaganej na produkcji do kolejnej dostawy.
Taki schemat jest wykorzystywany w produkcji, np. w branży automotive.
Rys 2. Milk Run – fabryka – dostawcy – fabryka. Opracowanie własne;
W obu przypadkach w cyklu dostaw może wystąpić wiele zakłóceń, które wpływają na terminowość i płynność dostaw. Mogą to być m.in:
- opóźnienia w załadunkach /rozładunkach spowodowane kwestiami wewnątrz zakładowymi (problemy z wjazdem do zakładu z powodu braku awizacji, braku nr załadunku, lub opóźnień w załadunkach, itp.),
- opóźnienia w tranzycie: korki, wypadki, źle obliczone czasy przejazdów pomiędzy poszczególnymi punktami,
- niedopasowanie infrastruktury załadowczo – wyładowczej (zakład niedopasowany do załadunków bocznych),
- błędy spowodowane złym przepływem informacji.
Przykład i konsekwencje nieprawidłowego załadunku opakowań zwrotnych
Milk Run przewiduje załadunek u czterech dostawców. U każdego z nich do załadunku jest po sześć pojemników. W takim wypadku powinno tez być załadowanych po sześć pojemników zwrotnych do każdego z nich. Następuje tutaj wymiana - jeden pełny pojemnik za jeden pusty.
W praktyce zostały załadowane tylko dwa puste pojemniki do "Dostawcy 1" oraz dzisięć pojemników do "Dostawcy 2".
Jest to poważny problem, ponieważ u pierwszego z dostawców po wyładowaniu dwóch pojemników, brakuje miejsca na załadunek czterech pełnych pojemników, które są potrzebne na produkcję.
W tym przypadku, w dostawach tylko na czas, bez utrzymywania większych stanów magazynowych pojawia się zagrożenie ciągłości produkcji. Koniecznie należy podjąć środki zaradcze, aby nie dopuścić do zatrzymania linii produkcyjnej. Niezbędna jest tu stała kontrola kluczowych wskaźników procesu i szybka reakcja na zagrożenia w realizacji codziennych procesów łańcuchów dostaw.
Podobnie jak podczas wprowadzania innych działań Lean Management, także w przypadku wprowadzania pętli na zasadzie Milk Run, bardzo ważnym czynnikiem jest świadomość potrzeby utrzymywania standardów i ścieżki rozwiązywania problemów przez każdą osobę, która bierze udział w realizacji codziennych dostaw. Aby wykorzystać korzyści jakie niesie za sobą wdrożenie szczupłych dostaw JIT zaprojektowanych jako Milk Run, wraz z wprowadzonym systemem Kanban i kursem mleczarza, musi być jednocześnie budowana kultura rozwiązywania problemów i ciągłego doskonalenia.
Dowiedz się także: Jak zaplanować milk run?
Przeczytaj również o Lean
-
Lean nie jest dobry dla naszej firmy. Obawy zarządzających.
Lean nie jest dla naszej firmy – to zdanie zostało wypowiedziane przez wielu przedsiębiorców na całym świecie. Zapewne obawy przed wprowadzeniem Lean we własnej firmie zostaną wyrażone jeszcze nieraz w przyszłości. Postaramy spojrzeć się na niektóre z nich, by raz jeszcze zastanowić się, czy Lean rzeczywiście nie jest dla mojej firmy.
-
Gemba genbutsu, a może genchi genbutsu…
Czym jest gemba? Co stanowi genbutsu? Co ma z nimi wspólnego genchi genbutsu?
-
Wyznaczanie czasu cyklu

Czym jest czas cyklu, jak go wyznaczyć? Co będziemy wiedzieli o procesie dzięki zbadaniu tej wartości? Czy mierzenie czasu cyklu oznacza chęć podniesienia norm na stanowisku pracy?
-
5S w pigułce - infografika
Przedstawiamy kroki 5S, w krótkiej, łatwej do zapamiętania formie. Jakie są kroki 5S? Co daje nam ich utrzymywanie? Odpowiedź na poniższej infografice.
Technologie wspierające Lean
PARTNERZY SEKCJI:

Komentarze
Śledź nas w social media
Aktualności
 Wyszukiwarka
Wyszukiwarka
Ludzie, dane i przywództwo – podsumowanie 19. Konferencji Lean | Six Sigma
 10 lat działalności SLMP - relacja z Lean Trendy 2025
10 lat działalności SLMP - relacja z Lean Trendy 2025

Polecamy
Lean i Six Sigma dają efekty wtedy, gdy narzędzia wspierają ludzi, decyzje i codzienną pracę. 19. Konferencja Lean | Six Sigma, która odbyła się 18–19 czerwca 2026 roku we Wrocławiu, połączyła 13 praktyków z wielu branż oraz uczestników wizyt benchma ...
Konferencja Lean Trendy 2025 wydarzenie pasjonatów i praktyków Lean z całej Polski, była okazją do świętowania dziesiątej rocznicy powstania Stowarzyszenia Lean Management Polska, które przez ten czas konsekwentnie popularyzuje filozofię Lean w Polsc ...
- » Ogólnopolski Kongres Jakościowy 2025: Wiedza. Relacje. Biznes.
- » Nowoczesne podejście do doskonalenia procesów - relacja z IX Europejskiego Kongresu Lean
- » Bezpłatna Konferencja – Cyfrowa Transformacja w Biznesie
- » Doskonalenie procesów, zespołów i robotów
- » Relacja z Toyota Change Management – we wnętrzu giganta zmian
Kalendarz konferencji Lean
PatronujemyŚledź nas na Facebooku
