
Baza wiedzy Lean
Lean to nie tylko narzńôdzia - Lean to ludzie
Mapowanie strumienia wartoŇõci, 5S, 5 Dlaczego, Kanban, Kaizen, wizualne zarzńÖdzanie, to narzńôdzia, kt√≥re majńÖ zredukowańá koszty produkcji i zwińôkszyńá moŇľliwoŇõci produkcyjne przedsińôbiorstw. Jednak narzńôdzia pozostanńÖ tylko bezuŇľytecznymi narzńôdziami, jeŇľeli nie zacznńÖ uŇľywańá ich ludzie.
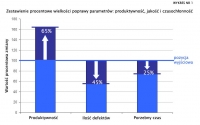
IstotnńÖ rolńô ludzi podczas wprowadzania Lean Management w przedsińôbiorstwie podkreŇõlajńÖ wyniki badaŇĄ prowadzonych przez Capgemini Consulting. Eksperci - Capgemini podkreŇõlajńÖ, Ňľe kaŇľde przedsińôbiorstwo powinno byńá nastawione, na dŇāugofalowoŇõńá podczas wprowadzania Lean w swoich zakŇāadach. JeŇľeli chcemy szybko wprowadzińá zmiany, nadspodziewanie pewne jest, Ňľe r√≥wnie szybko zobaczymy, jak zostanńÖ one odrzucone przez organizacjńô. Badania przeprowadzone przez Capgemini Consulting pokazujńÖ, Ňľe po okoŇāo roku-dw√≥ch latach od momentu rozpoczńôcia wprowadzenia Lean w przedsińôbiorstwie, managerowie wykazujńÖ niezadowolenie lub neutralnoŇõńá wobec nowej filozofii firmy i efekt√≥w jej wprowadzenia.
5S nie jest stosowane na stanowiskach, pracownicy nie zadajńÖ sobie trudu, by pińôńá razy zapytańá sińô dlaczego wystńôpuje dany problem. SŇāowem produkcja, poza nielicznymi wyjńÖtkami, toczy sińô swoim starym rytmem. Co najwaŇľniejsze, nie widańá zapowiadanej redukcji zapas√≥w i redukcji koszt√≥w. Ankiety Capgemini wskazujńÖ, Ňľe wŇāaŇõnie skupienie uwagi na tych dw√≥ch czynnikach, powoduje p√≥Ňļniejsze najwińôksze niezadowolenie w kr√≥tkiej perspektywie czasu.
Ludzie, ludzie i jeszcze raz ludzie - czyli personel, to ten element, kt√≥ry stanowi o pomyŇõlnym wprowadzeniu nowej kultury przedsińôbiorstwa. Personel zarzńÖdzajńÖcy na najwyŇľszym szczeblu musi prawidŇāowo zrozumieńá priorytety i ustalińá zgodne z nimi zasady wdraŇľania (nie tylko redukcja zapas√≥w i koszt√≥w, ale zr√≥wnowaŇľone "wchŇāanianie" Lean przez przedsińôbiorstwo). Personel zarzńÖdzajńÖcy niŇľszego szczebla musi byńá niejako promotorem idei i jej wykonawcńÖ. To na tym szczeblu cińÖŇľy odpowiedzialnoŇõńá za og√≥lnńÖ ocenńô przydatnoŇõci nowej kultury wŇõr√≥d pracownik√≥w szeregowych. Personel Ňõredniego szczebla pokazuje zalety poszczeg√≥lnych dziaŇāaŇĄ swoim pracownikom, a nie tylko sprawdza uŇāoŇľenie narzńôdzi na stanowisku i weryfikuje naleŇľyte wykonywanie procedur. Docelowo o swoje stanowiska, ich uŇāoŇľenie oraz stosowanie opracowanych procedur produkcji, bńôdńÖ przecieŇľ dbańá sami pracownicy, jeŇõli tylko dostrzegńÖ korzyŇõci, jakie im te dziaŇāania przynoszńÖ w ich pracy.
JednoczeŇõnie na wszystkich poziomach, takŇľe tym najwyŇľszym musi byńá zaakceptowana zasada m√≥wińÖca, Ňľe najwaŇľniejszy sygnaŇā o problemie wychodzi ze Ňļr√≥dŇāa (jap. Gemba), czyli od pracownika z danego stanowiska. Taki sygnaŇā nigdy nie moŇľe byńá bagatelizowany. Inne zachowanie Ňõwiadczy o niezrozumieniu idei Lean Management i jasno wyjaŇõnia dlaczego pojawia sińô niezadowolenie z wprowadzanych "leanowskich" narzńôdzi.
5S nie jest stosowane na stanowiskach, pracownicy nie zadajńÖ sobie trudu, by pińôńá razy zapytańá sińô dlaczego wystńôpuje dany problem. SŇāowem produkcja, poza nielicznymi wyjńÖtkami, toczy sińô swoim starym rytmem. Co najwaŇľniejsze, nie widańá zapowiadanej redukcji zapas√≥w i redukcji koszt√≥w. Ankiety Capgemini wskazujńÖ, Ňľe wŇāaŇõnie skupienie uwagi na tych dw√≥ch czynnikach, powoduje p√≥Ňļniejsze najwińôksze niezadowolenie w kr√≥tkiej perspektywie czasu.
Ludzie, ludzie i jeszcze raz ludzie - czyli personel, to ten element, kt√≥ry stanowi o pomyŇõlnym wprowadzeniu nowej kultury przedsińôbiorstwa. Personel zarzńÖdzajńÖcy na najwyŇľszym szczeblu musi prawidŇāowo zrozumieńá priorytety i ustalińá zgodne z nimi zasady wdraŇľania (nie tylko redukcja zapas√≥w i koszt√≥w, ale zr√≥wnowaŇľone "wchŇāanianie" Lean przez przedsińôbiorstwo). Personel zarzńÖdzajńÖcy niŇľszego szczebla musi byńá niejako promotorem idei i jej wykonawcńÖ. To na tym szczeblu cińÖŇľy odpowiedzialnoŇõńá za og√≥lnńÖ ocenńô przydatnoŇõci nowej kultury wŇõr√≥d pracownik√≥w szeregowych. Personel Ňõredniego szczebla pokazuje zalety poszczeg√≥lnych dziaŇāaŇĄ swoim pracownikom, a nie tylko sprawdza uŇāoŇľenie narzńôdzi na stanowisku i weryfikuje naleŇľyte wykonywanie procedur. Docelowo o swoje stanowiska, ich uŇāoŇľenie oraz stosowanie opracowanych procedur produkcji, bńôdńÖ przecieŇľ dbańá sami pracownicy, jeŇõli tylko dostrzegńÖ korzyŇõci, jakie im te dziaŇāania przynoszńÖ w ich pracy.
JednoczeŇõnie na wszystkich poziomach, takŇľe tym najwyŇľszym musi byńá zaakceptowana zasada m√≥wińÖca, Ňľe najwaŇľniejszy sygnaŇā o problemie wychodzi ze Ňļr√≥dŇāa (jap. Gemba), czyli od pracownika z danego stanowiska. Taki sygnaŇā nigdy nie moŇľe byńá bagatelizowany. Inne zachowanie Ňõwiadczy o niezrozumieniu idei Lean Management i jasno wyjaŇõnia dlaczego pojawia sińô niezadowolenie z wprowadzanych "leanowskich" narzńôdzi.
Przeczytaj r√≥wnieŇľ o Lean
-
Lean w sektorach usŇāug finansowych
W opublikowanym w 2011 roku przez firmńô McKinsey&Company raporcie znalazŇāo sińô wiele ciekawych wynik√≥w wprowadzania filozofii Lean. Analizy prowadzone byŇāy w sektorze usŇāug finansowych.
-
Metoda A3

A3 wedlug John Shook‚Äôa w ksińÖŇľce ‚Äě ZarzńÖdzańá znaczy uczyńá‚ÄĚ.
-
Zwińôkszanie trwaŇāoŇõci kultury Lean w przedsińôbiorstwie

Capgemini zaprezentowaŇāo sw√≥j spos√≥b na zwińôkszenie trwaŇāoŇõci wprowadzanych zmian opartych na kulturze Lean. SkŇāada sińô on z szeŇõciu krok√≥w, kt√≥ry wg pomysŇāodawc√≥w zwińôksza zaangaŇľowanie zaŇāogi zakŇāadu w staŇāe poszukiwanie i eliminowanie strat na swoich stanowiskach.
-
7 marnotrawstw ‚Äď cz. 3
Ostatnie dwa marnotrawstwa zwińÖzane sńÖ z przeszacowanymi zam√≥wieniami i nadmiernńÖ produkcjńÖ. SńÖ to marnotrawstwa w fabrykach niestosujńÖcych zasad Lean w zarzńÖdzaniu postrzegane sńÖ jako dobrobyt. PrzyglńÖdnijmy sińô bliŇľej zapasom i nadprodukcji.
Technologie wspierajńÖce Lean
PARTNERZY SEKCJI:

Komentarze
ŇöledŇļ¬†nas w social media
AktualnoŇõci
 Wyszukiwarka
Wyszukiwarka
Ludzie, dane i przyw√≥dztwo ‚Äď podsumowanie 19. Konferencji Lean | Six Sigma
 10 lat dziaŇāalnoŇõci SLMP - relacja z Lean Trendy 2025
10 lat dziaŇāalnoŇõci SLMP - relacja z Lean Trendy 2025

Polecamy
Lean i Six Sigma dajńÖ efekty wtedy, gdy narzńôdzia wspierajńÖ ludzi, decyzje i codziennńÖ pracńô. 19. Konferencja Lean | Six Sigma, kt√≥ra odbyŇāa sińô 18‚Äď19 czerwca 2026 roku we WrocŇāawiu, poŇāńÖczyŇāa 13 praktyk√≥w z wielu branŇľ oraz uczestnik√≥w wizyt benchma ...
Konferencja Lean Trendy 2025 wydarzenie pasjonat√≥w i praktyk√≥w Lean z caŇāej Polski, byŇāa okazjńÖ do Ňõwińôtowania dziesińÖtej rocznicy powstania Stowarzyszenia Lean Management Polska, kt√≥re przez ten czas konsekwentnie popularyzuje filozofińô Lean w Polsc ...
- » Og√≥lnopolski Kongres JakoŇõciowy 2025: Wiedza. Relacje. Biznes.
- » Nowoczesne podejŇõcie do doskonalenia proces√≥w - relacja z IX Europejskiego Kongresu Lean
- » BezpŇāatna Konferencja ‚Äď Cyfrowa Transformacja w Biznesie
- » Doskonalenie proces√≥w, zespoŇā√≥w i robot√≥w
- » Relacja z Toyota Change Management ‚Äď we wnńôtrzu giganta zmian
Kalendarz konferencji Lean
PatronujemyŇöledŇļ¬†nas na Facebooku
