
Baza wiedzy Lean
7 marnotrawstw – cz. 3
Ostatnie dwa marnotrawstwa związane są z przeszacowanymi zamówieniami i nadmierną produkcją. Są to marnotrawstwa w fabrykach niestosujących zasad Lean w zarządzaniu postrzegane są jako dobrobyt. Przyglądnijmy się bliżej zapasom i nadprodukcji.
6. Zapasy
Zapasy często są kołem ratunkowym, czasem sposobem na ukrycie złych wyników finansowych firmy, a w skrajnym przypadku nawet dumą zakładu świadczącą o możliwościach produkcyjnych. Pracownicy Toyoty stwierdzili jednak, że jest to marnotrawstwo nie mniejsze niż pięć poprzednich. Ukryte pieniądze, które wystarczy wziąć z ziemi (z magazynu), sprzedać klientowi i uwolnić powierzchnię zakładu na rzecz jeszcze większej produkcji. Teoretycznie, utrzymując wysokie zapasy mamy możliwość szybkiej reakcji, na zwiększone potrzeby klientów. Tylko, dlaczego klient zawsze chce kupić to, czego akurat my nie wyprodukowaliśmy na zapas. Zdarzało się tak w waszych firmach? Dlatego właśnie pojęcie Lean mówi o redukcji zapasów oraz eliminowaniu pozostałych marnotrawstw. Dzięki takiemu podejściu firma zyskuje możliwość szybszej reakcji na potrzeby klienta, ponieważ zamiast w sześć tygodni, produkt jest wyprodukowany w 3 dni. Klient otrzymuje produkt, który właśnie zjechał z linii produkcyjnej, a nie leżał sześć miesięcy w magazynie.
Zapas rozumiany jako marnotrawstwo, to także wszystkie półprodukty, które znajdują się w toku produkcji pomiędzy stanowiskami, a których można się pozbyć, gdy usprawnimy proces. Idealny stan, to przepływ jednej sztuki, bez generowania zapasu. Innym miejscem, w którym należy się przyjrzeć zapasom, to detale na magazynie wejściowym. Niestety firmy korzystające z systemów ERP często z góry mają zaplanowane zamówienia zgodnie z prognozą. Stan, do którego dąży się eliminując to marnotrawstwo, to częstsze zamówienia i uzupełnianie części, które zostały przekazane do produkcji (np. raz dziennie, lub kilka razy). Takie podejście wymaga ścisłej współpracy z dostawcami, jednak przynosi korzyści obu stronom – zwłaszcza, gdy poddostawca również widzi potrzebę eliminacji marnotrawstw.
Eliminacja zapasów jest również możliwa w procesach biurowych. Jednak nie biegnijmy od razu do biura, aby zmniejszyć pracownikom ilość papieru do drukarki. Sprawdźmy najpierw proces naszej usługi, ustalmy wizualny sposób zarządzania zapasami, zastanówmy się nad przepływem informacji, a także sensem archiwizacji części dokumentów i danych. Sprawdźmy także, czy pracownicy nie tworzą zapasów aktualnie tworzonych jednostek pracy pomiędzy stanowiskami.
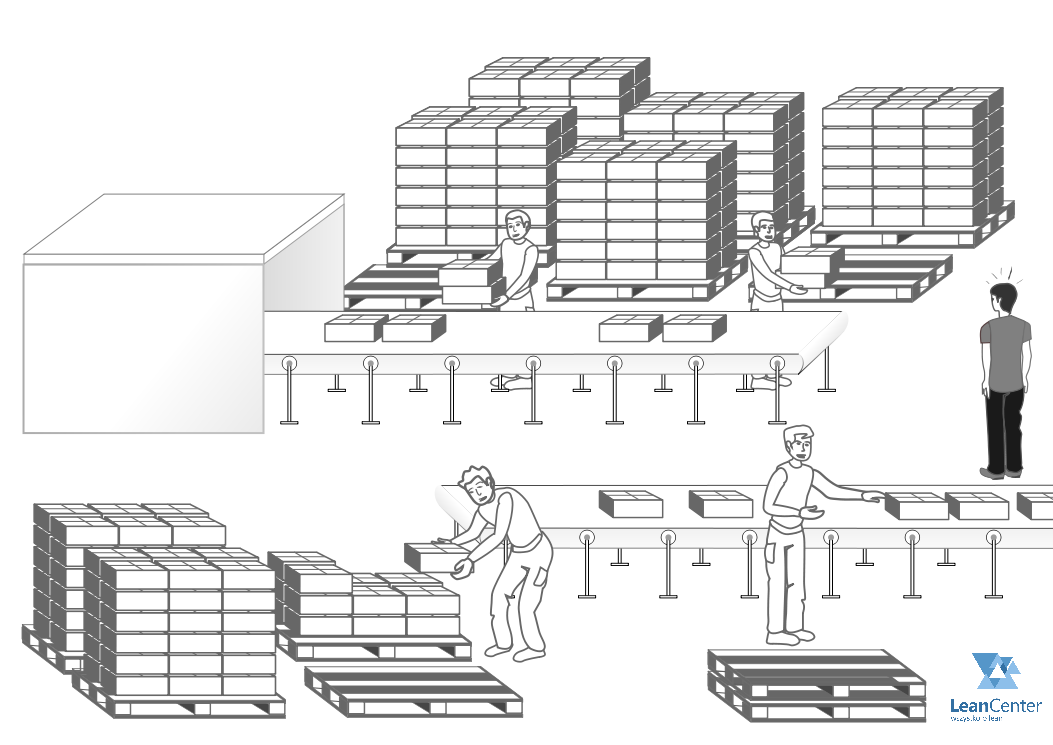
7. Nadprodukcja
Nadprodukcja wiąże się z tworzeniem zapasów. Jednak nie tylko – jest uważana za marnotrawstwo powodujące i ukrywające wszystkie inne marnotrawstwa. Nadprodukcja odnosi się między innymi do zbyt dużej ilości wyprodukowanych wyrobów gotowych. Jest to także sytuacja, w której jedno stanowisko pracy wytwarza więcej półproduktu lub dokumentów, niż kolejne jest w stanie przetworzyć i wysłać dalej.
Jakie są przyczyny nadprodukcji?
- Potrzeba tworzenia w partiach, aby nie tracić czasu na ciągłe przenoszenie dokumentów/półproduktów w inne miejsce w budynku lub na hali;
- Źle zbalansowane stanowiska pracy w procesie – zbyt duże obłożenie pracą jednego stanowiska oraz zbytnie odciążenie innego;
- Nieprawidłowo skonstruowany system premiowy nastawiony na ilość wyprodukowanych sztuk;
- Brak sygnałów o rzeczywistych potrzebach w dalszych etapach procesu;
- Różnice w wydajności poszczególnych maszyn;
- Zbyt długie przezbrojenia maszyn – co zmniejsza opłacalność produkcji mniejszej ilości sztuk.
Pracując nad usprawnieniem tych działań, redukujemy nadprodukcję. Pomaga nam w tym mapowanie strumienia wartości, a następnie modyfikacja ustawienia stanowisk dla jednego produktu/usługi lub rodziny produktów/usług. Wiele dobrego przynosi przyjrzenie się przezbrojeniom i redukcja ich czasu do kilku minut (SMED). W końcu przychodzi rezygnacja z produkcji (lub przetwarzania dokumentów) w dużych partiach na rzecz tworzenia przepływu jednej sztuki. Ostatecznie można doprowadzić do stanu, kiedy to sygnał ze stanowiska następnego powoduje rozpoczęcie pracy na stanowisku poprzedzającym. Narzędziem pomagającym osiągnięcie takiego stanu jest m.in. Kanban, który został opracowany również przez pracowników Toyoty w ramach ich systemu produkcyjnego (Toyota Production System - TPS).
W jaki sposób zwiększyć szanse na eliminację marnotrawstwa w firmie? Przeczytaj: w następnym artykule.
Przeczytaj również o Lean
-
Czym się różni Lean i Six Sigma?
Lean i Six Sigma pojawiają się wspólnie podczas konferencji poruszających tematykę Lean Management, jak i na stronach firm konsultingowych. Mimo, że różnice między nimi są diametralne, do obiegu wprowadzono nawet hybrydę zwaną Lean Six Sigma, która ma być połączeniem najlepszych cech jednego i drugiego podejścia. Poniżej przedstawiamy krótko, czym różnią się obie metodologie rozwoju przedsiębiorst ...
-
Standaryzacja Pracy Lidera Lean
System ciągłego doskonalenia nie istnieje bez standaryzacji w procesach. Jednak jest to tylko jedna odnoga standaryzacji stosowana w Toyocie. Zarządzający również mają wyznaczone pewne standardy pracy, bez których kultura doskonalenia przedsiębiorstwa nie przetrwa samoistnie.
-
Design, a szczupłe myślenie w urzędach

Pojęcia Lean Office i Lean Government będą kojarzyć się pracującym w biurach z uporządkowaniem procesu, bardziej płynnym przepływem dokumentów i szybszą obsługą klientów. A z czym może kojarzyć się design? Z fantazyjnie zaprojektowanym zszywaczem, albo kubkiem, który zachwyca każdego, kto przechodzi obok naszego biurka? Okazuje się, że design to także ludzie i procesy, o czym będzie mowa w poniższ ...
-
Dostawy Milk Run – etap planowania

Dobry plan to podstawa skutecznego projektu, dobrze zaprojektowany Milk Run to spokój w zaopatrywaniu naszej produkcji. Jak w każdym przypadku, tak i w sytuacji dostaw w układzie mleczarza powodzenie tkwi w szczegółach i w dobrym planowaniu. W niniejszym artykule przedstawione zostaną elementy, na które należy zwrócić uwagę podczas projektowania efektywnych tras Milk Run.
Technologie wspierające Lean
PARTNERZY SEKCJI:

Komentarze
Śledź nas w social media
Aktualności
 Wyszukiwarka
Wyszukiwarka
Ludzie, dane i przywództwo – podsumowanie 19. Konferencji Lean | Six Sigma
 10 lat działalności SLMP - relacja z Lean Trendy 2025
10 lat działalności SLMP - relacja z Lean Trendy 2025

Polecamy
Lean i Six Sigma dają efekty wtedy, gdy narzędzia wspierają ludzi, decyzje i codzienną pracę. 19. Konferencja Lean | Six Sigma, która odbyła się 18–19 czerwca 2026 roku we Wrocławiu, połączyła 13 praktyków z wielu branż oraz uczestników wizyt benchma ...
Konferencja Lean Trendy 2025 wydarzenie pasjonatów i praktyków Lean z całej Polski, była okazją do świętowania dziesiątej rocznicy powstania Stowarzyszenia Lean Management Polska, które przez ten czas konsekwentnie popularyzuje filozofię Lean w Polsc ...
- » Ogólnopolski Kongres Jakościowy 2025: Wiedza. Relacje. Biznes.
- » Nowoczesne podejście do doskonalenia procesów - relacja z IX Europejskiego Kongresu Lean
- » Bezpłatna Konferencja – Cyfrowa Transformacja w Biznesie
- » Doskonalenie procesów, zespołów i robotów
- » Relacja z Toyota Change Management – we wnętrzu giganta zmian
Kalendarz konferencji Lean
PatronujemyŚledź nas na Facebooku
