
Projekty Lean
VMI – jako szczególne narzędzie w ramach koncepcji CPRF

VMI, czyli Vendor Managed Inventory lub, jak czasem jest nazywany, Supplier Managed Inventory, jest chyba jedynym narzędziem optymalizacji łańcucha dostaw, który ciężko jest mi jednoznacznie ocenić. Z jednej strony dość łatwo można zidentyfikować zalety związane przede wszystkim z obniżeniem poziomu zapasu u klienta, ale z drugiej strony, aby z powodzeniem stosować to narzędzie, trzeba mieć na uwadze szereg uwarunkowań i ryzyk z nim związanego.
Cóż to takiego jest ten VMI? W dużym skrócie i w najprostszej formie jest to przeniesienie obowiązku zarządzania zapasem, a więc również prognozowania, na dostawcę. W wielu źródłach, narzędzie to jest przywoływane jako przykład zastosowania koncepcji CPRF (Collaborative Planning Forecasting and Replenishment), czyli po prostu bliższej współpracy i lepszej wymiany informacji między kontrahentami. Oczywiście takie umiejscowienie jest w pełni poprawne, przy czym koncepcja CPRF ma charakter raczej ogólnego kierunku współpracy, nie definiuje jej poziomu, ani zakresu wymiany informacji itd. Natomiast samo narzędzie, jakim jest VMI, o ile ma działać i przynosić pozytywne rezultaty, wymaga już bardziej precyzyjnego określenia i sformułowania obowiązków obu stron, jak i zakresu oraz odpowiedzialności.
Wpływ ceny produktu na decyzję o VMI
Postaram się kolejno przedstawić: uwarunkowania dla funkcjonowania VMI, obowiązki klienta oraz dostawcy, korzyści i koszty obu stron oraz potencjalne ryzyka. Przytoczę również przykład z własnego doświadczenia, w którym działanie w oparciu o koncepcję CPRF przyniosło wymierne rezultaty.
Powszechnie przyjmuje się, że wdrożenie VMI jest zasadne dla produktów łatwych w planowaniu, przy których klienta i dostawcę łączy długoterminowa umowa, a ich cena jest relatywnie niska. Tak sformułowane ogólne warunki przełożyć możemy na kilka już bardziej precyzyjnych kwestii. Przez produkty łatwe w planowaniu należy rozumieć takie, które charakteryzują się regularnym zużyciem (lub chociaż możemy podejmować próby jego standaryzacji) oraz posiadają zdefiniowaną specyfikację.
Nie należy jednak tej regularności rozumieć jako brak, często nawet dużej fluktuacji w krótkim okresie czasu. Ponadto produkty dostarczane są przez jednego, stałego dostawcę, z którym klient związany jest długookresowym kontraktem (bezpiecznie jest przyjąć tu min. roczną perspektywę czasową), w którym ceny są jasno zdefiniowane i nie ulegają częstym ani dużym fluktuacjom. Tym samym cena w średniej lub długiej perspektywie pozostaje niezmienna, a sama dostępność produktu u dostawcy, jak i jego solidność nie budzi wątpliwości. Jednocześnie cena jednostkowa produktu powinna być stosunkowo niska w stosunku do całościowych kosztów produkcji/sprzedaży oraz całości kosztów logistycznych (od panowania poprzez transport, obsługę logistyczną do zarządzania zapasem). Z jednej strony nie powinniśmy próbować objąć VMI komponentu, którego cena stanowi kilkadziesiąt procent wartości finalnego wyrobu a z drugiej komponenty, których transport, obsługa i magazynowanie nie stanowią dla klienta widocznego obciążenia również nie będą do tego właściwe. Warto rozszerzyć ten zbiór o jeszcze dwa czynniki. Po pierwsze produkty, które planujemy objąć VMI dostarczane są często, regularnie, wg ustalonego harmonogramu. Przede wszystkim jednak, pracownicy obu organizacji, na każdym ich szczeblu rozumieją charakter wprowadzanych zmian, pozostają zaangażowani w realizację do nowo zdefiniowanych celów wdrożenia, są świadomi oczekiwanych korzyści, ale i możliwych problemów, które rozwiązane będą mogły być tylko dzięki pełnej i otwartej komunikacji. To ten elementy jest kluczowy w całym procesie.
O ile poprzednie warunki nie mają charakteru obligatoryjnego, tzn., że jeśli klient i dostawca chce wdrażać VMI mimo braku spełnienia któregoś z nich, to oczywiście jest to możliwe i może być zasadne, zależnie od korzyści jakich spodziewają się osiągnąć. O tyle jednak bez codziennego zaangażowania kierownictwa i pracowników operacyjnych, w tym akurat przypadku wdrożenie z całą pewnością zakończy się niepowodzeniem.
Obowiązki po stronie dostawcy i klienta
Wdrożenie VMI związane jest z pewnym obowiązkami, zarówno po stronie dostawcy, jak i klienta. Po stronie klienta są to:
Obowiązki dostawcy:
Jak widać większość obowiązków wynika naturalnie z charakteru współpracy klient – dostawca, jak choćby realizacja zamówień. Przeniesieniu na dostawcę ulega natomiast analiza danych i generowanie zamówienia (rys.1)

Rys.1. Obowiązki klienta i dostawcy w VMI.
Korzyści stosowania VMI
Zidentyfikowanie korzyści po stronie klienta nie przysparza trudności. Jest to przede wszystkim przeniesienie obowiązków planowania i generowania zamówień na dostawcę, czyli redukcja zaangażowania w ten proces własnych pracowników. Spodziewać się należy również obniżenia poziomu zapasu poprzez bardziej holistyczne spojrzenie na dane związane z popytem, produkcją, zakładanym poziomem zapasu, kosztami transportu a wreszcie optymalizację własnej produkcji dostawcy. Realizacja dostaw zgodnie z JIT (Just in Time) lub nawet JIS (Just in Sequence) staje się możliwa do osiągnięcia. Oczywiście, to z kolei może przełożyć się na redukcję niezbędnej powierzchni magazynowej, co stanowi dodatkową korzyść.
Na tym etapie muszę wspomnieć, że dojrzały VMI łączy się z pojęciem zapasu komisowego (consignment stock), a więc finalnie zastosowanie takiego rozwiązania skutkuje obniżeniem kosztów zapasu do 0. Staje się tak, ponieważ zgodnie z tym rozwiązaniem, przeniesienie własności odbywa się nie w momencie dostawy, a w momencie zużycia/ pobrania do zużycia. Pamiętać należy, że nie jest to jednak element stale związany z VMI, wymaga osobnej bardzo wnikliwej analizy prawnej, finansowej, a w niektórych branżach również jakościowej zarówno po stronie dostawcy, jak i klienta. Może jednak stanowić rozwinięcie i uzupełnienie dla VMI, szczególnie korzystne dla klienta.
A co z dostawcą?
Ale czy w tym rozwiązaniu są korzyści po stronie dostawcy? Intuicja podpowiada, że musi on wypełniać wszystkie wcześniejsze obowiązki a dodatkowo przejąć część analizy za klienta oraz przyjąć odpowiedzialność za jej rezultat. Jednakże pełniejszy przepływ informacji o popycie i produkcji klienta, w połączeniu ze znajomością jego poziomu zapasu, pozwala dostawcy na:
Ponadto, doświadczenie ze stosowania VMI wskazuje, że jego implementacja pozytywnie wpływa na przepływ opakowań zwrotnych (w przypadkach, w których one występują) oraz eliminuje ryzyko błędów w zamówieniach od klienta, (co samo w sobie nie występuje zazwyczaj zbyt często, ale potrafi wprowadzić sporo niepotrzebnego zamieszania). Warto zwrócić uwagę na jeszcze jeden aspekt, choć jego natura sprawia, że jest to korzyść niepoliczalna. Dostawca pracujący z klientami w ramach VMI może uczynić z tego swoją przewagę konkurencyjną, przydatną przy pozyskaniu kolejnych klientów, dla których aspekt ten może być atrakcyjny, nawet jeśli nie od razu, to w kontekście przyszłego rozwoju.

Jakie są koszty i ryzyka związane z VMI?
Niestety wdrożenie VMI to nie tylko korzyści, ale również koszty dla obu stron oraz pewien element ryzyka. Wśród kosztów po stronie klienta wymienić należy przede wszystkim zapewnienie przepływu informacji czy to poprzez powierzenie tego obowiązku pracownikom, czy wykorzystanie narzędzi informatycznych (implementacja lub dostosowanie EDI lub systemu MRP dostosowanego do takich konieczności). Dodatkowo oczywiście mogą pojawić się pewne koszty związane z zarządzaniem zmianą lub obsługa prawną. Możemy je jednak marginalizować ze względu na to, że są to koszty związane z każda prowadzoną działalnością.
Dostawca w tym przypadku ponosi większość obciążeń. Powinien wdrożyć nowe lub rozwinąć już posiadane narzędzia do prognozowania i zarządzania zapasem, jak i zapewnić odpowiednie zasoby ludzkie do tych zadań. Preferowanym przez klienta rozwiązaniem, z pewnością będzie wyznaczenie dedykowanego dla niego planisty, co ułatwi przepływ informacji i usprawni rozwiązywanie problemów, jeśli się pojawią. Jednocześnie to dostawca przejmując od klienta wszystkie zadania związane z analizowaniem popytu, bierze na siebie również część ryzyka rynkowego klienta. Jeśli jego prognozy okażą się nietrafione, to on będzie zmagał się z nadwyżką komponentów lub wyrobu gotowego. Dodatkowo, jeśli zapas komisowy jest elementem wdrażanego VMI, może mieć on wpływ na pogorszenie płynności finansowej dostawcy, co wynika bezpośrednio z dodatkowego przesunięcia terminu płatności podążającego za zmianą momentu przeniesienia własności.
Przekazanie danych, odpowiedzialności i kontroli
Klient również musi zdawać sobie sprawę z charakteru wprowadzanego rozwiązania. Przekazując potrzebne dane dostawcy, przekazuje mu odpowiedzialność za zapasy i kontrolę nad zaopatrzeniem. W oczywisty sposób generuje to nowe ryzyko wystąpienia braku produktów w przypadku, gdy dostawca okaże się niesolidny lub jego prognozy nie będą poprawne. Co z kolei przenosi się na utraconą sprzedaż, koszty postoju linii produkcyjnej lub nawet kary za zatrzymanie tychże.
Jeśli to klient inicjuje implementację VMI, dostawca prawdopodobnie będzie chciał skupić się w negocjacjach na dodatkowych obowiązkach, być może celowo pomijając możliwe dla siebie korzyści, aby uargumentować konieczny wzrost cen. Jest to bardzo indywidualny aspekt, zależny od konkretnego przypadku: jaki wzrost ceny klient jest w stanie zaakceptować w związku z korzyściami obniżenia zapasu i na ile obaj kontrahenci są gotowi do otwartej długotrwałej współpracy w miejsce krótkoterminowej maksymalizacji zysków?
Modelowe przykłady w USA
Jak wspomniałem na początku, VMI jest narzędziem, które bardzo ciężko mi jednoznacznie ocenić. Literatura przedmiotu omawia wiele udanych implementacji, skupiając się na pozytywnych aspektach i korzyściach zarówno dla klientów, jak i dostawców. Należy zwrócić uwagę, że większość z nich dotyczy rynku amerykańskiego, którego specyfika wzmaga tego typu kooperację zgodnie ze strategią win-win. Wśród najczęściej przytaczanych przykładów znajduje się współpraca Walmart`u z Procter &Gamble i rzeczywiście jest to rozwiązanie modelowe.
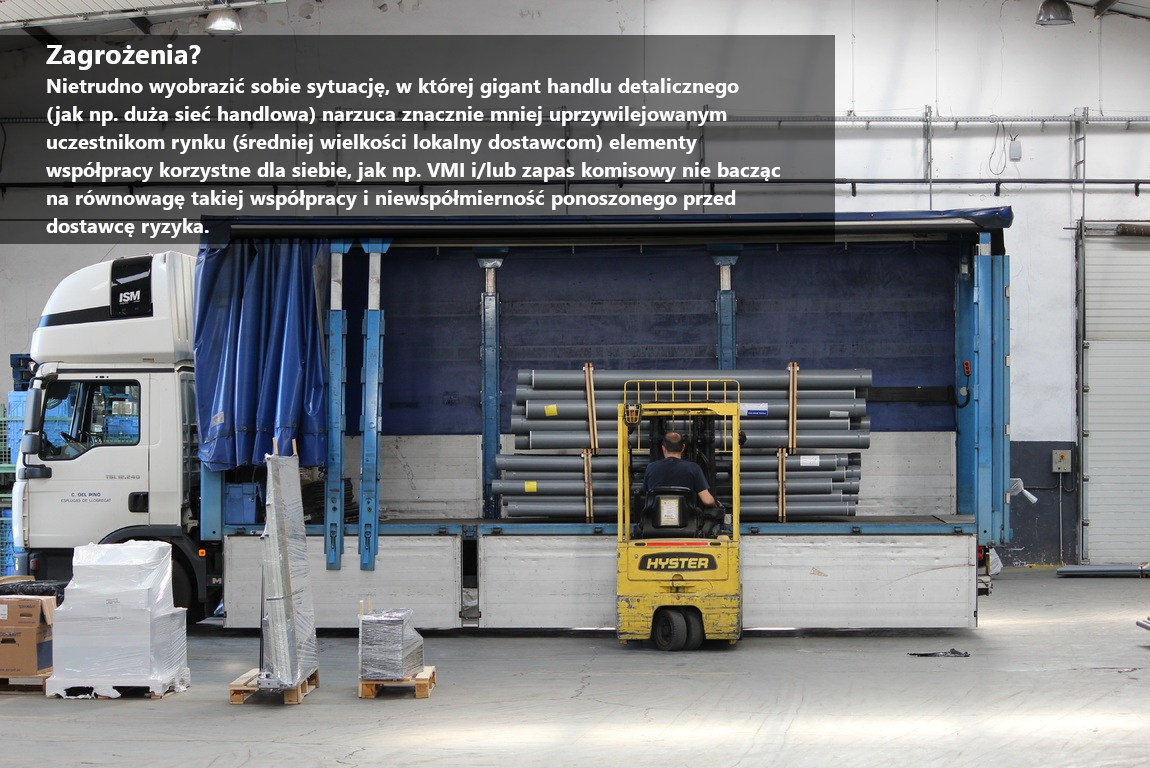
Warto jednak mieć na uwadze, że kontrahenci w tej parze są sobie równi i ciężko wskazać, którego pozycja rynkowa jest lepsza. To jest jeden z tych elementów VMI, o których zazwyczaj przy jego omawianiu się nie wspomina, a w moim przekonaniu ma on kluczowe znaczenie. Nietrudno wyobrazić sobie sytuację, w której gigant handlu detalicznego (jak np. duża sieć handlowa) narzuca znacznie mniej uprzywilejowanym uczestnikom rynku (średniej wielkości lokalny dostawcom) elementy współpracy korzystne dla siebie, jak np. VMI i/lub zapas komisowy nie bacząc na równowagę takiej współpracy i niewspółmierność ponoszonego przed dostawcę ryzyka. Nie jest przypadkiem, że koncepcja ta największą popularność zyskała właśnie w branży FMCG, dopiero później stopniowo znajdując zastosowanie w innych.
Jakie efekty? – przykład z polskiego rynku
Narzędzie takie jak VMI, czy koncepcja CPRF może i powinna być stosowana w praktyce, gdyż przynieść może olbrzymie korzyści. Musimy jednak jasno zdawać sobie sprawę, co chcemy dzięki nim uzyskać, jaki problem chcemy rozwiązać oraz czy nasza organizacja jest gotowa na projektowane rozwiązanie. Przedstawię przykład z własnego doświadczenia, co jak zakładam, pozwoli w pełni zrozumieć, że jak każdy koncept teoretyczny ten również możemy dostosować do realnej sytuacji. Dzięki implementacji rozwiązań z tego zakresu we współpracy z dostawcą obniżyłem poziom zapasu o 23% jednocześnie minimalizując ryzyko wystąpienia braku części dla produkcji oraz znacznie podnosząc komfort współpracy.
Bardzo długo zmagałem się z problemem olbrzymiej fluktuacji zużycia pewnej grupy części. W wyniki poszukiwania przyczyn takich skokowych zmian ustaliłem, że wynika to ze specyfiki procesu produkcyjnego. Omawiana grupa części, to w dużym uproszczeniu jedna część o minimalnie różniącym się jednym wymiarze a jej zużycie wynika z automatycznego dopasowania tej wielkości do pozostałych elementów wyrobu. W ramach obecnego procesu produkcyjnego, sterowanie zapotrzebowaniem na konkretny podtyp nie wchodziło w grę. W takiej sytuacji moja rola, jako planisty sprowadzała się do analizy historycznych danych zużycia i próby przewidywania konsumpcji w przyszłości. Testowane różne metody analizy ilościowej i jakościowej, w tym dość zaawansowane metody statystyczne czy interpolacyjne nie przynosiły lepszych wyników. Oczywiście efektem tego były przekroczenia poziomu zapasu dla tej grupy części oraz powtarzające się, co jakiś czas problemy z zapewnieniem odpowiedniej ilości komponentów na produkcję, co przekładało się na konieczność organizacji kosztownych transportów specjalnych itd. Moja trudność z przygotowaniem dobrej jakościowo prognozy zakupów skutkowała również na niepewnością po stronie dostawcy.
Nowy sposób komunikacji
Nie mogąc znaleźć rozwiązania tego problemu po swojej stronie pomyślałem oczywiście o VMI. Zdaję sobie sprawę, że to mało eleganckie w tym przypadku, zrzucenie odpowiedzialności na dostawcę, ale przecież skuteczne rozwiązanie miało ułatwić prace obu stronom. Jednak wdrożenie VMI sensu stricto okazało się niemożliwe. Główną przyczyną była trudność prognozowania popytu, z którą dostawca nie był w stanie sobie poradzić, pomimo posiadania pełnych danych. Dodatkowo kwestie związane z przeniesieniem własności oraz długością zawartego kontraktu były kolejnymi blokującymi punktami. Niemniej, same negocjacje i rozmowy skupione na implementacji tego narzędzia okazały się bardzo pomocne i owocne. W ich wyniku ustaliliśmy, że aby nasza współpraca w tym obszarze zaczęła prawidłowo funkcjonować musimy często, w sposób jasny i zrozumiały dla obu stron, wymieniać więcej informacji.

Przedkładając tak sformułowany postulat (niemal definicja koncepcji CPRF) na praktykę oznaczało, że obecną, niemal jednostronną komunikację (generowanie zamówienie z LT=1 miesiąc i prognoza na kolejne miesiące), rozszerzymy o przepływ informacji również w drugim kierunku. Dostawca zobowiązał się regularnie przedstawiać dokładny poziom zapasów po swojej stronie wraz ze swoim planem dostaw składników. Niejako mając do dyspozycji zapas po stronie swojej i dostawcy mogłem w większym stopniu zabezpieczyć dynamicznie zmieniające się potrzeby produkcji. Dostawca natomiast, udostępniając mi te informacje, zyskał pewność, iż zamawiany wolumen będzie odpowiadał jego realnym możliwościom.
Dodatkową zaletą i tak bliskiej współpracy była możliwość redukcji zapasu po mojej stronie o 23% już po 3 miesiącach od ustalenia nowej strategii wymiany informacji. Ponadto realny lead time wynosi obecnie niespełna tydzień. Oczywiście, formalnie nadal dostawca otrzymuje zamówienie z miesięcznym wyprzedzeniem, ale wobec dynamicznych zmian zapotrzebowania, „poruszając się” w obszarze znajdującym pokrycie w aktualnym poziomie zapasu po jego stronie, korekty zamawianych ilości nie przysparzają najmniejszych problemów, nawet na kilka dni przed przygotowaniem dostawy.
Myślę, że przykład ten pokazuje jak duży potencjał daje bliska współpraca z dostawcami, wspólny rozwój i szukanie optymalnych rozwiązań. Pozostaję zwolennikiem działań opartych na koncepcji CPRF. Tylko nadal nie mogę przekonać się do VMI.
Wpływ ceny produktu na decyzję o VMI
Postaram się kolejno przedstawić: uwarunkowania dla funkcjonowania VMI, obowiązki klienta oraz dostawcy, korzyści i koszty obu stron oraz potencjalne ryzyka. Przytoczę również przykład z własnego doświadczenia, w którym działanie w oparciu o koncepcję CPRF przyniosło wymierne rezultaty.
Powszechnie przyjmuje się, że wdrożenie VMI jest zasadne dla produktów łatwych w planowaniu, przy których klienta i dostawcę łączy długoterminowa umowa, a ich cena jest relatywnie niska. Tak sformułowane ogólne warunki przełożyć możemy na kilka już bardziej precyzyjnych kwestii. Przez produkty łatwe w planowaniu należy rozumieć takie, które charakteryzują się regularnym zużyciem (lub chociaż możemy podejmować próby jego standaryzacji) oraz posiadają zdefiniowaną specyfikację.
Nie należy jednak tej regularności rozumieć jako brak, często nawet dużej fluktuacji w krótkim okresie czasu. Ponadto produkty dostarczane są przez jednego, stałego dostawcę, z którym klient związany jest długookresowym kontraktem (bezpiecznie jest przyjąć tu min. roczną perspektywę czasową), w którym ceny są jasno zdefiniowane i nie ulegają częstym ani dużym fluktuacjom. Tym samym cena w średniej lub długiej perspektywie pozostaje niezmienna, a sama dostępność produktu u dostawcy, jak i jego solidność nie budzi wątpliwości. Jednocześnie cena jednostkowa produktu powinna być stosunkowo niska w stosunku do całościowych kosztów produkcji/sprzedaży oraz całości kosztów logistycznych (od panowania poprzez transport, obsługę logistyczną do zarządzania zapasem). Z jednej strony nie powinniśmy próbować objąć VMI komponentu, którego cena stanowi kilkadziesiąt procent wartości finalnego wyrobu a z drugiej komponenty, których transport, obsługa i magazynowanie nie stanowią dla klienta widocznego obciążenia również nie będą do tego właściwe. Warto rozszerzyć ten zbiór o jeszcze dwa czynniki. Po pierwsze produkty, które planujemy objąć VMI dostarczane są często, regularnie, wg ustalonego harmonogramu. Przede wszystkim jednak, pracownicy obu organizacji, na każdym ich szczeblu rozumieją charakter wprowadzanych zmian, pozostają zaangażowani w realizację do nowo zdefiniowanych celów wdrożenia, są świadomi oczekiwanych korzyści, ale i możliwych problemów, które rozwiązane będą mogły być tylko dzięki pełnej i otwartej komunikacji. To ten elementy jest kluczowy w całym procesie.
O ile poprzednie warunki nie mają charakteru obligatoryjnego, tzn., że jeśli klient i dostawca chce wdrażać VMI mimo braku spełnienia któregoś z nich, to oczywiście jest to możliwe i może być zasadne, zależnie od korzyści jakich spodziewają się osiągnąć. O tyle jednak bez codziennego zaangażowania kierownictwa i pracowników operacyjnych, w tym akurat przypadku wdrożenie z całą pewnością zakończy się niepowodzeniem.
Obowiązki po stronie dostawcy i klienta
Wdrożenie VMI związane jest z pewnym obowiązkami, zarówno po stronie dostawcy, jak i klienta. Po stronie klienta są to:
- dostarczanie danych o zapasie i zużyciu produktów,
- pełna współpraca z dostawcą i pełne zaufanie do jego kalkulacji oraz harmonogramu dostaw.
Obowiązki dostawcy:
- utrzymywanie ustalonego poziomu zapasu u klienta,
- generowanie zamówienia odnawiającego,
- realizacja zamówień zgodnie z harmonogramem.
Jak widać większość obowiązków wynika naturalnie z charakteru współpracy klient – dostawca, jak choćby realizacja zamówień. Przeniesieniu na dostawcę ulega natomiast analiza danych i generowanie zamówienia (rys.1)
Rys.1. Obowiązki klienta i dostawcy w VMI.
Korzyści stosowania VMI
Zidentyfikowanie korzyści po stronie klienta nie przysparza trudności. Jest to przede wszystkim przeniesienie obowiązków planowania i generowania zamówień na dostawcę, czyli redukcja zaangażowania w ten proces własnych pracowników. Spodziewać się należy również obniżenia poziomu zapasu poprzez bardziej holistyczne spojrzenie na dane związane z popytem, produkcją, zakładanym poziomem zapasu, kosztami transportu a wreszcie optymalizację własnej produkcji dostawcy. Realizacja dostaw zgodnie z JIT (Just in Time) lub nawet JIS (Just in Sequence) staje się możliwa do osiągnięcia. Oczywiście, to z kolei może przełożyć się na redukcję niezbędnej powierzchni magazynowej, co stanowi dodatkową korzyść.
Na tym etapie muszę wspomnieć, że dojrzały VMI łączy się z pojęciem zapasu komisowego (consignment stock), a więc finalnie zastosowanie takiego rozwiązania skutkuje obniżeniem kosztów zapasu do 0. Staje się tak, ponieważ zgodnie z tym rozwiązaniem, przeniesienie własności odbywa się nie w momencie dostawy, a w momencie zużycia/ pobrania do zużycia. Pamiętać należy, że nie jest to jednak element stale związany z VMI, wymaga osobnej bardzo wnikliwej analizy prawnej, finansowej, a w niektórych branżach również jakościowej zarówno po stronie dostawcy, jak i klienta. Może jednak stanowić rozwinięcie i uzupełnienie dla VMI, szczególnie korzystne dla klienta.
A co z dostawcą?
Ale czy w tym rozwiązaniu są korzyści po stronie dostawcy? Intuicja podpowiada, że musi on wypełniać wszystkie wcześniejsze obowiązki a dodatkowo przejąć część analizy za klienta oraz przyjąć odpowiedzialność za jej rezultat. Jednakże pełniejszy przepływ informacji o popycie i produkcji klienta, w połączeniu ze znajomością jego poziomu zapasu, pozwala dostawcy na:
- lepsze planowanie dostaw i harmonogramowanie transportu. Poprawnie wykonana analiza popytu klienta, połączona z samodzielnym generowaniem zamówień odtworzeniowych, daje możliwość dostosowania dostaw do potrzeb klienta z uwzględnieniem możliwości floty transportowej i własnego magazynu. Tym samym pojawia się możliwość rozwoju innych narzędzi optymalizacji jak milk run`y czy backhauling.
- optymalizację produkcji i możliwość „wygładzania” skokowych wzrostów. Dostawca na podstawie dokładnych danych dot. zużycia obecnego (jak i prognozowanego) jest w stanie zoptymalizować swoją produkcję, osiągając tym samym lepsze rezultaty w aspekcie wydajności i rachunku kosztów (np. mniej przezbrojeń, lepiej dopasowane partie produkcyjne itp.). Jednocześnie na podstawie takich danych uzyskuje on możliwość „wygładzania” w swoich panach produkcyjnych większości wahań w popycie po stronie klienta. Tym samym redukuje po swojej stronie wielkość zapasu, zwłaszcza w półwyrobach.
Ponadto, doświadczenie ze stosowania VMI wskazuje, że jego implementacja pozytywnie wpływa na przepływ opakowań zwrotnych (w przypadkach, w których one występują) oraz eliminuje ryzyko błędów w zamówieniach od klienta, (co samo w sobie nie występuje zazwyczaj zbyt często, ale potrafi wprowadzić sporo niepotrzebnego zamieszania). Warto zwrócić uwagę na jeszcze jeden aspekt, choć jego natura sprawia, że jest to korzyść niepoliczalna. Dostawca pracujący z klientami w ramach VMI może uczynić z tego swoją przewagę konkurencyjną, przydatną przy pozyskaniu kolejnych klientów, dla których aspekt ten może być atrakcyjny, nawet jeśli nie od razu, to w kontekście przyszłego rozwoju.
Jakie są koszty i ryzyka związane z VMI?
Niestety wdrożenie VMI to nie tylko korzyści, ale również koszty dla obu stron oraz pewien element ryzyka. Wśród kosztów po stronie klienta wymienić należy przede wszystkim zapewnienie przepływu informacji czy to poprzez powierzenie tego obowiązku pracownikom, czy wykorzystanie narzędzi informatycznych (implementacja lub dostosowanie EDI lub systemu MRP dostosowanego do takich konieczności). Dodatkowo oczywiście mogą pojawić się pewne koszty związane z zarządzaniem zmianą lub obsługa prawną. Możemy je jednak marginalizować ze względu na to, że są to koszty związane z każda prowadzoną działalnością.
Dostawca w tym przypadku ponosi większość obciążeń. Powinien wdrożyć nowe lub rozwinąć już posiadane narzędzia do prognozowania i zarządzania zapasem, jak i zapewnić odpowiednie zasoby ludzkie do tych zadań. Preferowanym przez klienta rozwiązaniem, z pewnością będzie wyznaczenie dedykowanego dla niego planisty, co ułatwi przepływ informacji i usprawni rozwiązywanie problemów, jeśli się pojawią. Jednocześnie to dostawca przejmując od klienta wszystkie zadania związane z analizowaniem popytu, bierze na siebie również część ryzyka rynkowego klienta. Jeśli jego prognozy okażą się nietrafione, to on będzie zmagał się z nadwyżką komponentów lub wyrobu gotowego. Dodatkowo, jeśli zapas komisowy jest elementem wdrażanego VMI, może mieć on wpływ na pogorszenie płynności finansowej dostawcy, co wynika bezpośrednio z dodatkowego przesunięcia terminu płatności podążającego za zmianą momentu przeniesienia własności.
Przekazanie danych, odpowiedzialności i kontroli
Klient również musi zdawać sobie sprawę z charakteru wprowadzanego rozwiązania. Przekazując potrzebne dane dostawcy, przekazuje mu odpowiedzialność za zapasy i kontrolę nad zaopatrzeniem. W oczywisty sposób generuje to nowe ryzyko wystąpienia braku produktów w przypadku, gdy dostawca okaże się niesolidny lub jego prognozy nie będą poprawne. Co z kolei przenosi się na utraconą sprzedaż, koszty postoju linii produkcyjnej lub nawet kary za zatrzymanie tychże.
Jeśli to klient inicjuje implementację VMI, dostawca prawdopodobnie będzie chciał skupić się w negocjacjach na dodatkowych obowiązkach, być może celowo pomijając możliwe dla siebie korzyści, aby uargumentować konieczny wzrost cen. Jest to bardzo indywidualny aspekt, zależny od konkretnego przypadku: jaki wzrost ceny klient jest w stanie zaakceptować w związku z korzyściami obniżenia zapasu i na ile obaj kontrahenci są gotowi do otwartej długotrwałej współpracy w miejsce krótkoterminowej maksymalizacji zysków?
Modelowe przykłady w USA
Jak wspomniałem na początku, VMI jest narzędziem, które bardzo ciężko mi jednoznacznie ocenić. Literatura przedmiotu omawia wiele udanych implementacji, skupiając się na pozytywnych aspektach i korzyściach zarówno dla klientów, jak i dostawców. Należy zwrócić uwagę, że większość z nich dotyczy rynku amerykańskiego, którego specyfika wzmaga tego typu kooperację zgodnie ze strategią win-win. Wśród najczęściej przytaczanych przykładów znajduje się współpraca Walmart`u z Procter &Gamble i rzeczywiście jest to rozwiązanie modelowe.
Warto jednak mieć na uwadze, że kontrahenci w tej parze są sobie równi i ciężko wskazać, którego pozycja rynkowa jest lepsza. To jest jeden z tych elementów VMI, o których zazwyczaj przy jego omawianiu się nie wspomina, a w moim przekonaniu ma on kluczowe znaczenie. Nietrudno wyobrazić sobie sytuację, w której gigant handlu detalicznego (jak np. duża sieć handlowa) narzuca znacznie mniej uprzywilejowanym uczestnikom rynku (średniej wielkości lokalny dostawcom) elementy współpracy korzystne dla siebie, jak np. VMI i/lub zapas komisowy nie bacząc na równowagę takiej współpracy i niewspółmierność ponoszonego przed dostawcę ryzyka. Nie jest przypadkiem, że koncepcja ta największą popularność zyskała właśnie w branży FMCG, dopiero później stopniowo znajdując zastosowanie w innych.
Jakie efekty? – przykład z polskiego rynku
Narzędzie takie jak VMI, czy koncepcja CPRF może i powinna być stosowana w praktyce, gdyż przynieść może olbrzymie korzyści. Musimy jednak jasno zdawać sobie sprawę, co chcemy dzięki nim uzyskać, jaki problem chcemy rozwiązać oraz czy nasza organizacja jest gotowa na projektowane rozwiązanie. Przedstawię przykład z własnego doświadczenia, co jak zakładam, pozwoli w pełni zrozumieć, że jak każdy koncept teoretyczny ten również możemy dostosować do realnej sytuacji. Dzięki implementacji rozwiązań z tego zakresu we współpracy z dostawcą obniżyłem poziom zapasu o 23% jednocześnie minimalizując ryzyko wystąpienia braku części dla produkcji oraz znacznie podnosząc komfort współpracy.
Bardzo długo zmagałem się z problemem olbrzymiej fluktuacji zużycia pewnej grupy części. W wyniki poszukiwania przyczyn takich skokowych zmian ustaliłem, że wynika to ze specyfiki procesu produkcyjnego. Omawiana grupa części, to w dużym uproszczeniu jedna część o minimalnie różniącym się jednym wymiarze a jej zużycie wynika z automatycznego dopasowania tej wielkości do pozostałych elementów wyrobu. W ramach obecnego procesu produkcyjnego, sterowanie zapotrzebowaniem na konkretny podtyp nie wchodziło w grę. W takiej sytuacji moja rola, jako planisty sprowadzała się do analizy historycznych danych zużycia i próby przewidywania konsumpcji w przyszłości. Testowane różne metody analizy ilościowej i jakościowej, w tym dość zaawansowane metody statystyczne czy interpolacyjne nie przynosiły lepszych wyników. Oczywiście efektem tego były przekroczenia poziomu zapasu dla tej grupy części oraz powtarzające się, co jakiś czas problemy z zapewnieniem odpowiedniej ilości komponentów na produkcję, co przekładało się na konieczność organizacji kosztownych transportów specjalnych itd. Moja trudność z przygotowaniem dobrej jakościowo prognozy zakupów skutkowała również na niepewnością po stronie dostawcy.
Nowy sposób komunikacji
Nie mogąc znaleźć rozwiązania tego problemu po swojej stronie pomyślałem oczywiście o VMI. Zdaję sobie sprawę, że to mało eleganckie w tym przypadku, zrzucenie odpowiedzialności na dostawcę, ale przecież skuteczne rozwiązanie miało ułatwić prace obu stronom. Jednak wdrożenie VMI sensu stricto okazało się niemożliwe. Główną przyczyną była trudność prognozowania popytu, z którą dostawca nie był w stanie sobie poradzić, pomimo posiadania pełnych danych. Dodatkowo kwestie związane z przeniesieniem własności oraz długością zawartego kontraktu były kolejnymi blokującymi punktami. Niemniej, same negocjacje i rozmowy skupione na implementacji tego narzędzia okazały się bardzo pomocne i owocne. W ich wyniku ustaliliśmy, że aby nasza współpraca w tym obszarze zaczęła prawidłowo funkcjonować musimy często, w sposób jasny i zrozumiały dla obu stron, wymieniać więcej informacji.
Przedkładając tak sformułowany postulat (niemal definicja koncepcji CPRF) na praktykę oznaczało, że obecną, niemal jednostronną komunikację (generowanie zamówienie z LT=1 miesiąc i prognoza na kolejne miesiące), rozszerzymy o przepływ informacji również w drugim kierunku. Dostawca zobowiązał się regularnie przedstawiać dokładny poziom zapasów po swojej stronie wraz ze swoim planem dostaw składników. Niejako mając do dyspozycji zapas po stronie swojej i dostawcy mogłem w większym stopniu zabezpieczyć dynamicznie zmieniające się potrzeby produkcji. Dostawca natomiast, udostępniając mi te informacje, zyskał pewność, iż zamawiany wolumen będzie odpowiadał jego realnym możliwościom.
Dodatkową zaletą i tak bliskiej współpracy była możliwość redukcji zapasu po mojej stronie o 23% już po 3 miesiącach od ustalenia nowej strategii wymiany informacji. Ponadto realny lead time wynosi obecnie niespełna tydzień. Oczywiście, formalnie nadal dostawca otrzymuje zamówienie z miesięcznym wyprzedzeniem, ale wobec dynamicznych zmian zapotrzebowania, „poruszając się” w obszarze znajdującym pokrycie w aktualnym poziomie zapasu po jego stronie, korekty zamawianych ilości nie przysparzają najmniejszych problemów, nawet na kilka dni przed przygotowaniem dostawy.
Myślę, że przykład ten pokazuje jak duży potencjał daje bliska współpraca z dostawcami, wspólny rozwój i szukanie optymalnych rozwiązań. Pozostaję zwolennikiem działań opartych na koncepcji CPRF. Tylko nadal nie mogę przekonać się do VMI.
 Marcin Magda | Specjalista planowania produkcji i materiałów, obecnie w branży automotive, wcześniej FMCG. Zawodowo, od ponad 10 lat związany z logistyką i gospodarką magazynową. |
Technologie wspierające Lean
PARTNERZY SEKCJI:

Śledź nas w social media
Aktualności
 Wyszukiwarka
Wyszukiwarka
10 lat działalności SLMP - relacja z Lean Trendy 2025
 Ogólnopolski Kongres Jakościowy 2025: Wiedza. Relacje. Biznes.
Ogólnopolski Kongres Jakościowy 2025: Wiedza. Relacje. Biznes.

Polecamy
Konferencja Lean Trendy 2025 wydarzenie pasjonatów i praktyków Lean z całej Polski, była okazją do świętowania dziesiątej rocznicy powstania Stowarzyszenia Lean Management Polska, które przez ten czas konsekwentnie popularyzuje filozofię Lean w Polsc ...
W dniach 14-16 maja 2025 roku w Centrum Edukacyjno-Kongresowym Politechniki Śląskiej odbędzie się Ogólnopolski Kongres Jakościowy 2025. To największe wydarzenie w Polsce poświęcone jakości, łączące wiedzę, relacje i biznes. Kongres stanowi unikalną o ...
- » Nowoczesne podejście do doskonalenia procesów - relacja z IX Europejskiego Kongresu Lean
- » Bezpłatna Konferencja – Cyfrowa Transformacja w Biznesie
- » Doskonalenie procesów, zespołów i robotów
- » Relacja z Toyota Change Management – we wnętrzu giganta zmian
- » Relacja z II Ogólnopolskiej Konferencji Jakościowej
Kalendarz konferencji Lean
PatronujemyŚledź nas na Facebooku
