
Projekty Lean
Milk run, czyli szansa redukcji kosztów również dla przemysłu

W wielu opracowaniach teoretycznych pojęcie milk run`u pojawia się w kontekście obniżenia poziomu zapasów i zwiększenia płynności dostaw. Oczywiście powyższe jest prawdą, ale nie obejmuje czynnika dla każdego przedsiębiorstwa najważniejszego – to rozwiązanie, poza wspomnianymi zaletami, może przynosić natychmiastowy, łatwo policzalny i całkiem pokaźny profit. Poniżej przedstawię podstawowe założenia wraz z omówieniem poszczególnych aspektów na konkretnym przykładzie.
W ramach ciągłego poszukiwania lepszych i bardziej wydajnych rozwiązań związanych z codziennym funkcjonowaniem zakładu produkcyjnego z branży automotive, postanowiłem bliżej poznać koncepcję milk run`u lub w rodzimej nomenklaturze „drogi mleczarza”, choć ta nazwa nie wydaje mi się zbyt elegancka. Temat ten jest szeroko opisywany, w teoretycznej formie, w publikacjach z zakresu lean management. Jednak opracowania te poza zarysem samej koncepcji i ogólnikami zawierają niewiele praktycznych porad. Nadal nie wiedziałem, jak teorię przełożyć na działający i przede wszystkim efektywny mechanizm.
Wiadomo, że milk run to swego rodzaju pętla transportowa miedzy moim zakładem a magazynami dostawców.
Rys. 1. Schemat działania milk run`u (oczywiście jest to jedna z możliwości).
Zacząłem więc od analizy lokalizacji kontrahentów, a właściwie od poszukiwania takich, których odległość od siebie wydawała się stosunkowo niewielka. Warto w tym miejscu narzucić sobie dodatkowe ograniczenie w postaci maksymalnej odległości, czy też maksymalnego czasu tranzytu, jaki jest dla nas akceptowalny.
Na pewnym etapie rozważań analizowałem połączenie drogowe wg schematu:
Polska -> 2 punkty na półwyspie iberysjkim (raczej w jego dalszej niż bliższej części) - > Polska.
Nawet, jeśli z pewnych punktów widzenia ma to sens, to łączna odległość ok. 6 tyś km i realny czas realizacji takiej pętli na poziomie 9 dni (nie wliczając niepewność związanej z możliwymi utrudnieniami w ruchu na takiej trasie), nie dla każdego będzie do zaakceptowania przez wzgląd na wspomnianą niepewność czasu tranzytu, wymagany poziom zapasu etc.
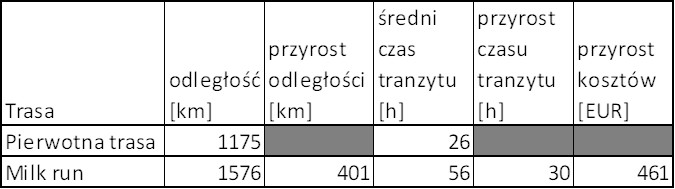
Postanowiłem skupić się na możliwościach zlokalizowanych zdecydowanie bliżej i tym samym pozwalających utrzymać czas tranzytu i wielkość projektowanej pętli na poziomie zapewniającym większą płynność. W ramach dalszych rozważań, wytypowałem dwóch dostawców: dostawca A zlokalizowany w Słowacji, od którego transport był już realizowany we własnym zakresie na warunkach EXW i dostawca B zlokalizowany na Węgrzech, który transport realizował samodzielnie zgodnie z warunkami DAP (tab.1).

Tab. 1. Porównanie wariantów transportowych z uwzględnionym projektowanym milk run`em.
Przedstawiony na rysunku (rys.2) schemat bardzo wyraźnie obrazuje odpowiedzialność poszczególnych stron w zakresie realizacji transportu. Warto pamiętać, że nie zawsze posiadanie gestii transportowej jest równoznaczne z ponoszeniem ryzyka.
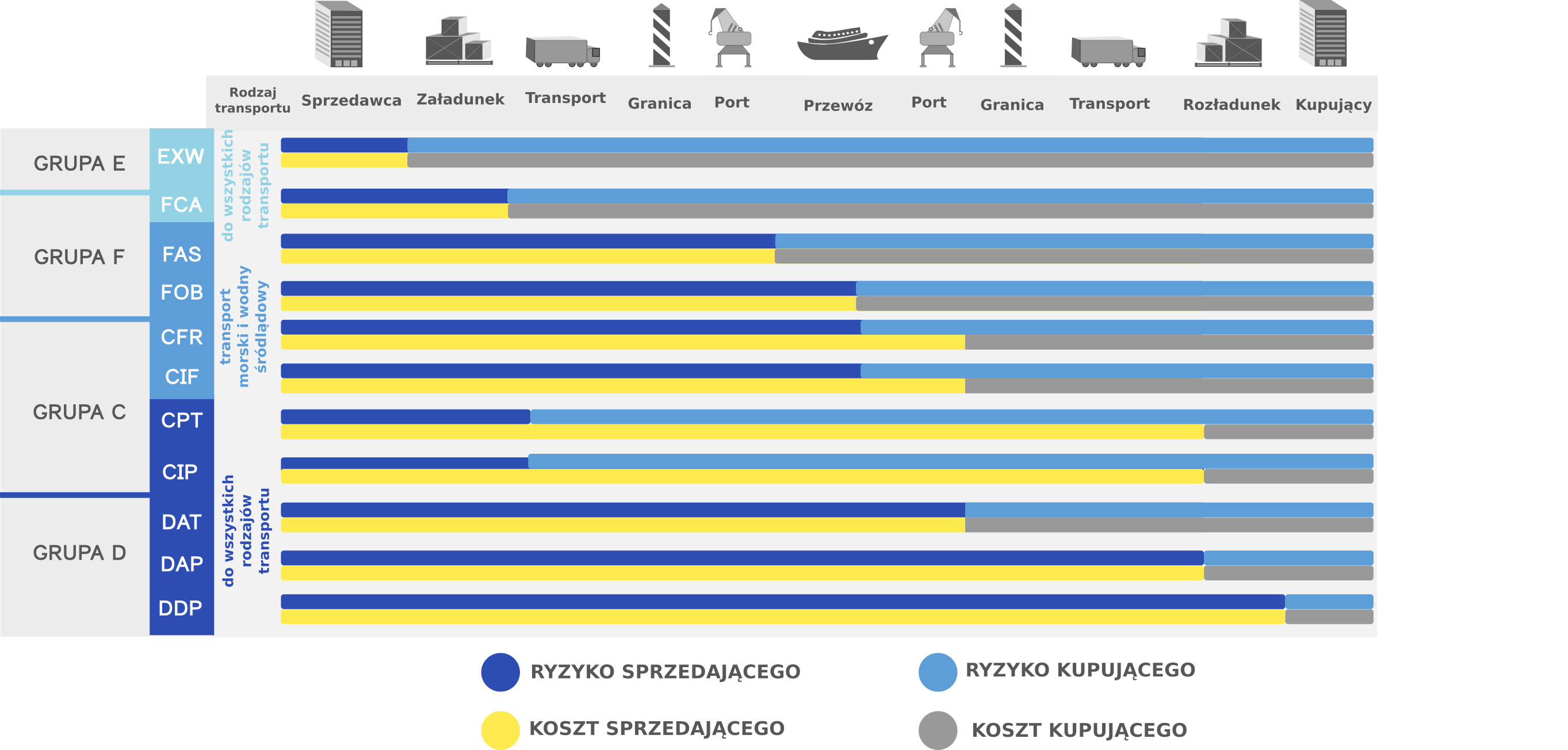
Rys. 2. Incoterms2010
Ok, mam pomysł - mam trasę, która wygląda zachęcająco. Co teraz? Dalsze działania prowadziłem jednocześnie w kilku obszarach:
1. Analiza możliwości przewoźnika.
Ustalenie z przewoźnikiem realizującym transport do dostawcy A, możliwości rozszerzenia tej trasy również na dostawcę B. O ile zwiększa to realną odległość do pokonania dla niego (to co wydaje się łatwe na mapie, niekoniecznie pokrywa się z realną możliwością realizacji, ze względu choćby na DMC)? Ile czasu wymaga realizacja takiego zlecenia z uwzględnieniem dodatkowego punktu załadunku i możliwych w związku z tym opóźnień, różnych dla różnych krajów zakazów transportowych, czasu pracy kierowcy? Ile to będzie kosztować?
Tab.2. Analiza warunków przewoźnika dla propozycji rozszerzenia trasy (przez wzgląd na aktualność umów dokładne dane finansowe nie mogą zostać tu przedstawione).
Oczywiście propozycję przewoźnika zawsze warto zweryfikować z rynkiem. Nietrudno wyobrazić sobie sytuację, w której po zmianie warunków, inna oferta może być bardziej konkurencyjna. Choć cena nie powinna być tu jedynym wskaźnikiem. O znaczeniu tego miałem okazję się przekonać na własnym doświadczeniu. Zostanie to omówione w dalszej części.
2. Analiza możliwości zmiany warunków dostaw z dostawcą B.
Przede wszystkim, należy pamiętać, że warunki dostaw są zazwyczaj elementem obowiązującego kontraktu miedzy nami a dostawcą. Wobec tego każda aktualizacja tych zapisów musi być odpowiednio ogłoszona, ustalona i potwierdzona. W przypadku zmiany z DAP na EXW z jednej strony powinniśmy i musimy oczekiwać od dostawcy aktualizacji ceny towaru, który do nas dostarczał, bowiem koszt transportu przejdzie na naszą stronę.
To jest najtrudniejsza część negocjacji, bo żaden dostawca nie wlicza ceny transportu do ceny części w sposób taki, który mógłby powodować straty po jego stronie. W optymistycznym wariancie, jest to tylko niewinne zaokrąglenie. Z drugiej strony, konieczność organizowania transportu, w mniejszym lub większym stopniu, angażuje pracowników dostawcy.
Skłonność do zmiany lub jej brak może zależeć również od apetytu na ryzyko po stronie dostawcy (choć z pewnością również było to skalkulowane w ramach ceny towaru przy warunkach DAP). W procesie negocjacji bardzo pomocny będzie przedstawiciel działu zakupów odpowiedzialny za współpracę z dostawcą. W mojej ocenie, warto w tych rozmowach zadbać o właściwą atmosferę, podkreślać chęć dalszej współpracy, wspólnego rozwoju i korzyści dla obu stron (zmiana zazwyczaj generuje opór).
Podsumowując, w efekcie kilku paneli rozmów, dostawca B zgodził się na zmianę warunków dostaw z DAP na EXW wraz z redukcją ceny o 0,0025 euro/sztuka.
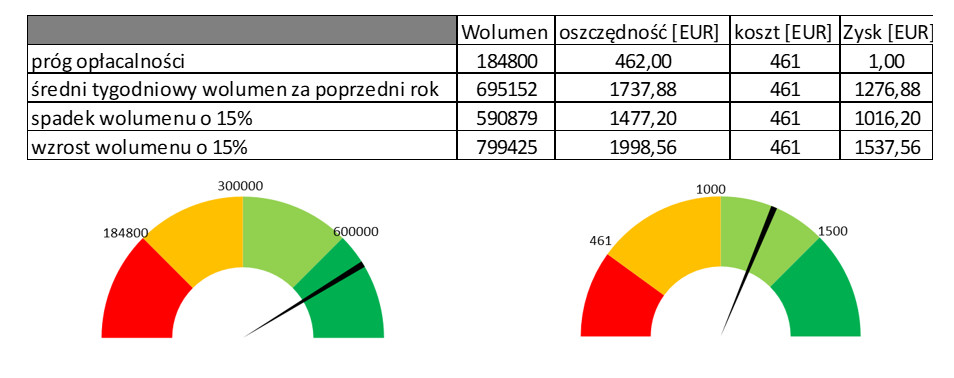
Na podstawie tych danych oraz wyceny transportu dla rozszerzonej trasy, możemy wyznaczyć próg opłacalności dla projektowanego rozwiązania. Profit wynikający z redukcji ceny towaru przekroczy (dla uproszczenia o dokładnie 1 euro) koszt dodatkowy transportu przy wolumenie na poziomie 184 800 szt. (wyk. 1).
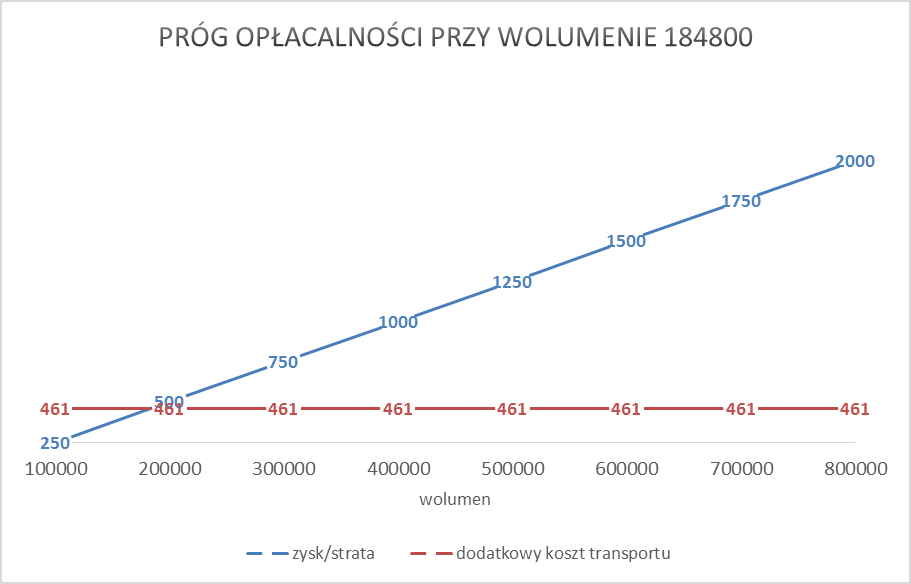
Wyk. 1. Próg opłacalności w oparciu o redukcję ceny części [EUR] i wzrostu kosztów transportu [EUR].
Uzyskanie akceptacji i ustalenie warunków nie powinny być traktowane jako koniec tego etapu. Należy zweryfikować, czy dostawcę nie obowiązuje kontrakt z przewoźnikiem obecnie realizującym te dostawy i na jakich warunkach może zostać rozwiązany. W moim przypadku dostawca przypomniał sobie o tym fakcie na kilka dni przed planowanym uruchomieniem milk run`u, co oczywiście wzbudziło dużo niepewności i nerwowości w związku z potencjalnym odszkodowaniem za zerwanie kontraktu. Finalnie udało się rozwiązać tamtą umowę bez negatywnych skutków.
3. Porównanie wzrostu kosztów transportu z zyskiem związanym z redukcją ceny części.
Mając do dyspozycji dane od przewoźnika, jak i dostawcy dla którego warunki się zmieniają, możemy dokonać zestawienia ich i odpowiedzieć na zasadnicze dla każdej nowej implementacji pytanie o zasadność biznesową takiego rozwiązania.
Tab. 3. Prognozowany zysk dla projektowanego rozwiązania
W tym przypadku przewidywany zysk przerósł oczekiwania, co oczywiście okazało się kluczowym argumentem o zasadności implementacji tego rozwiązania i weryfikacji jego rzeczywistych rezultatów.
4. Doprecyzowanie technicznych aspektów funkcjonowania milk run`u.
Z jednej strony, mamy już wszystkie ważne elementy tej układanki i zostały do ustalenia tylko szczegóły. Z drugiej jednak strony, to właśnie jakość detali będzie decydować o komforcie pracy i ilości problemów jakie będziemy napotykać w trakcie funkcjonowania tego rozwiązania.
Zweryfikować należy ilości do odbioru w każdym z punktów oraz techniczną możliwość załadunku (z boku czy/i z doku?). Czy palety mogą być sztaplowane? Czy całkowita masa obu ładunków pozwala na ich wspólne przewożenie? Czy przewoźnik dysponuje pojazdami pozwalającymi na określony typ załadunku i o wymaganej pojemności? To jeden z czynników, dla których cena usługi transportowej nie może być jedynym istotnym czynnikiem wyboru.
Wybór tańszej oferty, która zrealizowana może być standardowym zestawem ciągnik + naczepa o pojemności 33 miejsc paletowych dla zaplanowanego milk run`u, którego rozpiętość ilościowa będzie wynosiła 26-36 miejsc paletowych, może być przyczyną wielu problemów w codziennej pracy, których być może można było uniknąć wybierając ofertę przewoźnika dysponującego środkami transportu o pojemności 36 czy 38 miejsc paletowych. W omawianym przypadku właśnie dostępność takich środków transportu zapewnia płynne i bezproblemowe działanie milk run`u.
Drugim elementem wymagającym uwagi jest weryfikacja, czy ramy czasowe realizacji transportu są zbieżne z możliwościami dostawców. Czy ich magazyny pracują w godzinach, w których chcielibyśmy odbierać towar? Jeśli nie, może istnieje możliwość zmiany kolejności załadunków, albo czasu wyjazdu auta, aby dopasować czas przyjazdu do możliwego czasu załadunku. Wymaga to kalkulacji uwzględniającej czas tranzytu między poszczególnym punktami, czasu pracy kierowcy, przyjętych ram czasowych dla rozładunku i załadunku (a więc koordynacji działań zarówno po naszej stronie, jak i dostawców).
Uruchomienie milk run`u
Kontrakt z dostawcą został zmieniony. Mamy też właściwą umowę z przewoźnikiem. Szczegóły związane z rozpiską czasową wyjazdów/przyjazdów oraz ilość towaru do odbioru zostały precyzyjnie ustalone. Jedziemy! Co może pójść nie tak?! Wszystko! Należy mieć świadomość, że milk run jest procesem o wiele bardziej złożonym niż złożenie zamówienia i czekanie na dostawę.
Przede wszystkim zmiana warunków z DAP lub pokrewnych na EXW lub podobne, przenosi ryzyko na naszą stronę (rys. 2). Tym samym cokolwiek stanie się w trakcie transportu jest przedmiotem sporu między nami a przewoźnikiem, dostawca nie ponosi żadnej odpowiedzialności i nie jest zobowiązany do podjęcia żadnych działań. To kolejny powód, dla którego cena nie powinna być najistotniejszym kryterium jego doboru.
Warto zwrócić uwagę na ubezpieczenie firmy transportowej, wysokość polisy i jej zakres oraz jakość współpracy. Podobnie podczas samego załadunku (przy EXW), który w tym przypadku jest w naszym, czyli przewoźnika zakresie, jeśli dojdzie do uszkodzenia towaru, sytuacja staje się już dość skomplikowana.
Z dotychczasowego doświadczenia wiem, że w takich sytuacjach stajemy się rozjemcą i negocjatorem między dostawcą, który nie przyjmuje odpowiedzialności, przewoźnikiem który próbuje wykazać, że wina nie leży w części lub całości po jego stronie oraz interesem zapewnienia dostępności materiałów dla odbiorcy.
Rys. 3. Komunikacja w zakresie odpowiedzialności. Właściciel milk run`u jest w tym przypadku czerwoną kropką.
Dlatego rozwiązanie to wymaga solidnego przygotowania po stronie osoby projektującej i wdrażającej z zakresu INCOTERMS, konwencji CMR i AETR.
Na szczęście plusy przysłaniają problemy, które możemy napotkać w początkowej fazie. Przede wszystkim jest to realny zysk. Ponadto nie musimy polegać na wyborze dostawcy. Wybór przewoźnika, w moim przekonaniu, również jest zaletą. Nie musimy polegać na wyborze dostawcy. Mamy stabilnego i sprawdzonego kontrahenta który realizuje dla nas transport. To z kolei, daje pełną transparentność i kontrolę nad aktualnym statusem dostawy poprzez łatwość i szybkość kontaktu ze stałym przewoźnikiem vs nieznanym wybranym przez dostawcę.
Jak każdy zmodyfikowany czy nowy proces, również milk run, należy okresowo sprawdzać i weryfikować czy realizowany jest zgodnie z założeniami oraz czy osiągane rezultaty są zadowalające. Za kluczowe wskaźniki uznałem czas tranzytu, poziom kosztów i generowanych oszczędności. Poniżej ich uśrednione wartości dla 10 miesięcy:
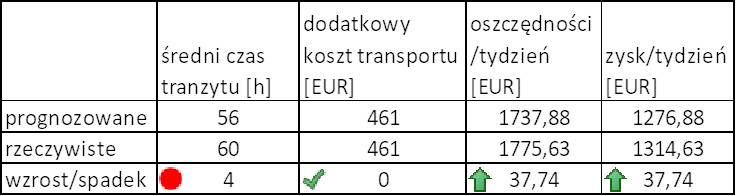
Tab. 4. Wyniki wdrożonego procesu
Dodatkowy koszt transportu nie zmienił się w stosunku do prognozowanego. We wstępnej umowie z przewoźnikiem zawarliśmy możliwość korekty do prognozowanej ceny, w zależności od realnego funkcjonowania milk run`u – opóźnienia załadunków, zmiany trasy wynikające z problemów z infrastrukturą, etc.
Średnie tygodniowe oszczędności są na szacowanym poziomie, co w sposób liniowy przekłada się na zysk.
Jedynie średni czas tranzytu okazał się dłuższy niż prognozowany. Wynika to przede wszystkim z nieprzewidzianych sytuacji drogowych (korki, opady śniegu itp.), na które transport jest stale narażony. Opóźnienia wynikające z niewłaściwego działania milk run`u nie zostały odnotowane. Jest to zasługą wysiłku włożonego w projektowanie i właściwą komunikację między wszystkimi uczestnikami we wstępnej fazie implementacji.
Podsumowanie:
Wiadomo, że milk run to swego rodzaju pętla transportowa miedzy moim zakładem a magazynami dostawców.
Rys. 1. Schemat działania milk run`u (oczywiście jest to jedna z możliwości).
Zacząłem więc od analizy lokalizacji kontrahentów, a właściwie od poszukiwania takich, których odległość od siebie wydawała się stosunkowo niewielka. Warto w tym miejscu narzucić sobie dodatkowe ograniczenie w postaci maksymalnej odległości, czy też maksymalnego czasu tranzytu, jaki jest dla nas akceptowalny.
Na pewnym etapie rozważań analizowałem połączenie drogowe wg schematu:
Polska -> 2 punkty na półwyspie iberysjkim (raczej w jego dalszej niż bliższej części) - > Polska.
Nawet, jeśli z pewnych punktów widzenia ma to sens, to łączna odległość ok. 6 tyś km i realny czas realizacji takiej pętli na poziomie 9 dni (nie wliczając niepewność związanej z możliwymi utrudnieniami w ruchu na takiej trasie), nie dla każdego będzie do zaakceptowania przez wzgląd na wspomnianą niepewność czasu tranzytu, wymagany poziom zapasu etc.
Postanowiłem skupić się na możliwościach zlokalizowanych zdecydowanie bliżej i tym samym pozwalających utrzymać czas tranzytu i wielkość projektowanej pętli na poziomie zapewniającym większą płynność. W ramach dalszych rozważań, wytypowałem dwóch dostawców: dostawca A zlokalizowany w Słowacji, od którego transport był już realizowany we własnym zakresie na warunkach EXW i dostawca B zlokalizowany na Węgrzech, który transport realizował samodzielnie zgodnie z warunkami DAP (tab.1).
Tab. 1. Porównanie wariantów transportowych z uwzględnionym projektowanym milk run`em.
Przedstawiony na rysunku (rys.2) schemat bardzo wyraźnie obrazuje odpowiedzialność poszczególnych stron w zakresie realizacji transportu. Warto pamiętać, że nie zawsze posiadanie gestii transportowej jest równoznaczne z ponoszeniem ryzyka.
Rys. 2. Incoterms2010
Ok, mam pomysł - mam trasę, która wygląda zachęcająco. Co teraz? Dalsze działania prowadziłem jednocześnie w kilku obszarach:
1. Analiza możliwości przewoźnika.
Ustalenie z przewoźnikiem realizującym transport do dostawcy A, możliwości rozszerzenia tej trasy również na dostawcę B. O ile zwiększa to realną odległość do pokonania dla niego (to co wydaje się łatwe na mapie, niekoniecznie pokrywa się z realną możliwością realizacji, ze względu choćby na DMC)? Ile czasu wymaga realizacja takiego zlecenia z uwzględnieniem dodatkowego punktu załadunku i możliwych w związku z tym opóźnień, różnych dla różnych krajów zakazów transportowych, czasu pracy kierowcy? Ile to będzie kosztować?
Tab.2. Analiza warunków przewoźnika dla propozycji rozszerzenia trasy (przez wzgląd na aktualność umów dokładne dane finansowe nie mogą zostać tu przedstawione).
Oczywiście propozycję przewoźnika zawsze warto zweryfikować z rynkiem. Nietrudno wyobrazić sobie sytuację, w której po zmianie warunków, inna oferta może być bardziej konkurencyjna. Choć cena nie powinna być tu jedynym wskaźnikiem. O znaczeniu tego miałem okazję się przekonać na własnym doświadczeniu. Zostanie to omówione w dalszej części.
2. Analiza możliwości zmiany warunków dostaw z dostawcą B.
Przede wszystkim, należy pamiętać, że warunki dostaw są zazwyczaj elementem obowiązującego kontraktu miedzy nami a dostawcą. Wobec tego każda aktualizacja tych zapisów musi być odpowiednio ogłoszona, ustalona i potwierdzona. W przypadku zmiany z DAP na EXW z jednej strony powinniśmy i musimy oczekiwać od dostawcy aktualizacji ceny towaru, który do nas dostarczał, bowiem koszt transportu przejdzie na naszą stronę.
To jest najtrudniejsza część negocjacji, bo żaden dostawca nie wlicza ceny transportu do ceny części w sposób taki, który mógłby powodować straty po jego stronie. W optymistycznym wariancie, jest to tylko niewinne zaokrąglenie. Z drugiej strony, konieczność organizowania transportu, w mniejszym lub większym stopniu, angażuje pracowników dostawcy.
Skłonność do zmiany lub jej brak może zależeć również od apetytu na ryzyko po stronie dostawcy (choć z pewnością również było to skalkulowane w ramach ceny towaru przy warunkach DAP). W procesie negocjacji bardzo pomocny będzie przedstawiciel działu zakupów odpowiedzialny za współpracę z dostawcą. W mojej ocenie, warto w tych rozmowach zadbać o właściwą atmosferę, podkreślać chęć dalszej współpracy, wspólnego rozwoju i korzyści dla obu stron (zmiana zazwyczaj generuje opór).
Podsumowując, w efekcie kilku paneli rozmów, dostawca B zgodził się na zmianę warunków dostaw z DAP na EXW wraz z redukcją ceny o 0,0025 euro/sztuka.
Na podstawie tych danych oraz wyceny transportu dla rozszerzonej trasy, możemy wyznaczyć próg opłacalności dla projektowanego rozwiązania. Profit wynikający z redukcji ceny towaru przekroczy (dla uproszczenia o dokładnie 1 euro) koszt dodatkowy transportu przy wolumenie na poziomie 184 800 szt. (wyk. 1).
Wyk. 1. Próg opłacalności w oparciu o redukcję ceny części [EUR] i wzrostu kosztów transportu [EUR].
Uzyskanie akceptacji i ustalenie warunków nie powinny być traktowane jako koniec tego etapu. Należy zweryfikować, czy dostawcę nie obowiązuje kontrakt z przewoźnikiem obecnie realizującym te dostawy i na jakich warunkach może zostać rozwiązany. W moim przypadku dostawca przypomniał sobie o tym fakcie na kilka dni przed planowanym uruchomieniem milk run`u, co oczywiście wzbudziło dużo niepewności i nerwowości w związku z potencjalnym odszkodowaniem za zerwanie kontraktu. Finalnie udało się rozwiązać tamtą umowę bez negatywnych skutków.
3. Porównanie wzrostu kosztów transportu z zyskiem związanym z redukcją ceny części.
Mając do dyspozycji dane od przewoźnika, jak i dostawcy dla którego warunki się zmieniają, możemy dokonać zestawienia ich i odpowiedzieć na zasadnicze dla każdej nowej implementacji pytanie o zasadność biznesową takiego rozwiązania.
Tab. 3. Prognozowany zysk dla projektowanego rozwiązania
W tym przypadku przewidywany zysk przerósł oczekiwania, co oczywiście okazało się kluczowym argumentem o zasadności implementacji tego rozwiązania i weryfikacji jego rzeczywistych rezultatów.
4. Doprecyzowanie technicznych aspektów funkcjonowania milk run`u.
Z jednej strony, mamy już wszystkie ważne elementy tej układanki i zostały do ustalenia tylko szczegóły. Z drugiej jednak strony, to właśnie jakość detali będzie decydować o komforcie pracy i ilości problemów jakie będziemy napotykać w trakcie funkcjonowania tego rozwiązania.
Zweryfikować należy ilości do odbioru w każdym z punktów oraz techniczną możliwość załadunku (z boku czy/i z doku?). Czy palety mogą być sztaplowane? Czy całkowita masa obu ładunków pozwala na ich wspólne przewożenie? Czy przewoźnik dysponuje pojazdami pozwalającymi na określony typ załadunku i o wymaganej pojemności? To jeden z czynników, dla których cena usługi transportowej nie może być jedynym istotnym czynnikiem wyboru.
Wybór tańszej oferty, która zrealizowana może być standardowym zestawem ciągnik + naczepa o pojemności 33 miejsc paletowych dla zaplanowanego milk run`u, którego rozpiętość ilościowa będzie wynosiła 26-36 miejsc paletowych, może być przyczyną wielu problemów w codziennej pracy, których być może można było uniknąć wybierając ofertę przewoźnika dysponującego środkami transportu o pojemności 36 czy 38 miejsc paletowych. W omawianym przypadku właśnie dostępność takich środków transportu zapewnia płynne i bezproblemowe działanie milk run`u.
Drugim elementem wymagającym uwagi jest weryfikacja, czy ramy czasowe realizacji transportu są zbieżne z możliwościami dostawców. Czy ich magazyny pracują w godzinach, w których chcielibyśmy odbierać towar? Jeśli nie, może istnieje możliwość zmiany kolejności załadunków, albo czasu wyjazdu auta, aby dopasować czas przyjazdu do możliwego czasu załadunku. Wymaga to kalkulacji uwzględniającej czas tranzytu między poszczególnym punktami, czasu pracy kierowcy, przyjętych ram czasowych dla rozładunku i załadunku (a więc koordynacji działań zarówno po naszej stronie, jak i dostawców).
Uruchomienie milk run`u
Kontrakt z dostawcą został zmieniony. Mamy też właściwą umowę z przewoźnikiem. Szczegóły związane z rozpiską czasową wyjazdów/przyjazdów oraz ilość towaru do odbioru zostały precyzyjnie ustalone. Jedziemy! Co może pójść nie tak?! Wszystko! Należy mieć świadomość, że milk run jest procesem o wiele bardziej złożonym niż złożenie zamówienia i czekanie na dostawę.
Przede wszystkim zmiana warunków z DAP lub pokrewnych na EXW lub podobne, przenosi ryzyko na naszą stronę (rys. 2). Tym samym cokolwiek stanie się w trakcie transportu jest przedmiotem sporu między nami a przewoźnikiem, dostawca nie ponosi żadnej odpowiedzialności i nie jest zobowiązany do podjęcia żadnych działań. To kolejny powód, dla którego cena nie powinna być najistotniejszym kryterium jego doboru.
Warto zwrócić uwagę na ubezpieczenie firmy transportowej, wysokość polisy i jej zakres oraz jakość współpracy. Podobnie podczas samego załadunku (przy EXW), który w tym przypadku jest w naszym, czyli przewoźnika zakresie, jeśli dojdzie do uszkodzenia towaru, sytuacja staje się już dość skomplikowana.
Z dotychczasowego doświadczenia wiem, że w takich sytuacjach stajemy się rozjemcą i negocjatorem między dostawcą, który nie przyjmuje odpowiedzialności, przewoźnikiem który próbuje wykazać, że wina nie leży w części lub całości po jego stronie oraz interesem zapewnienia dostępności materiałów dla odbiorcy.
Rys. 3. Komunikacja w zakresie odpowiedzialności. Właściciel milk run`u jest w tym przypadku czerwoną kropką.
Dlatego rozwiązanie to wymaga solidnego przygotowania po stronie osoby projektującej i wdrażającej z zakresu INCOTERMS, konwencji CMR i AETR.
Na szczęście plusy przysłaniają problemy, które możemy napotkać w początkowej fazie. Przede wszystkim jest to realny zysk. Ponadto nie musimy polegać na wyborze dostawcy. Wybór przewoźnika, w moim przekonaniu, również jest zaletą. Nie musimy polegać na wyborze dostawcy. Mamy stabilnego i sprawdzonego kontrahenta który realizuje dla nas transport. To z kolei, daje pełną transparentność i kontrolę nad aktualnym statusem dostawy poprzez łatwość i szybkość kontaktu ze stałym przewoźnikiem vs nieznanym wybranym przez dostawcę.
Jak każdy zmodyfikowany czy nowy proces, również milk run, należy okresowo sprawdzać i weryfikować czy realizowany jest zgodnie z założeniami oraz czy osiągane rezultaty są zadowalające. Za kluczowe wskaźniki uznałem czas tranzytu, poziom kosztów i generowanych oszczędności. Poniżej ich uśrednione wartości dla 10 miesięcy:
Tab. 4. Wyniki wdrożonego procesu
Dodatkowy koszt transportu nie zmienił się w stosunku do prognozowanego. We wstępnej umowie z przewoźnikiem zawarliśmy możliwość korekty do prognozowanej ceny, w zależności od realnego funkcjonowania milk run`u – opóźnienia załadunków, zmiany trasy wynikające z problemów z infrastrukturą, etc.
Średnie tygodniowe oszczędności są na szacowanym poziomie, co w sposób liniowy przekłada się na zysk.
Jedynie średni czas tranzytu okazał się dłuższy niż prognozowany. Wynika to przede wszystkim z nieprzewidzianych sytuacji drogowych (korki, opady śniegu itp.), na które transport jest stale narażony. Opóźnienia wynikające z niewłaściwego działania milk run`u nie zostały odnotowane. Jest to zasługą wysiłku włożonego w projektowanie i właściwą komunikację między wszystkimi uczestnikami we wstępnej fazie implementacji.
Podsumowanie:
| PLUSY: |
| może generować znaczny zysk/ redukcję kosztów jak na wskazanym przykładzie |
| swoboda wyboru przewoźnika - sprawdzony, zweryfikowany, z zabezpieczonym taborem |
| pełna kontrola statusu dostawy - gdzie jest, kiedy będzie, czy są jakieś opóźnienia? |
| UWAŻAJ NA: |
| zasadność biznesowa |
| odległość na mapie nie zawsze jest miarodajna dla transportu |
| czas tranzytu |
| zmiana warunków z DAP na EXW oznacza zmianę momentu przeniesienia ryzyka |
| uszkodzenia w transporcie oznaczają konieczność wyjaśnienia sytuacji z każdą ze stron: dostawcą i przewoźnikiem |
| rodzaj ubezpieczenia przewoźnika i jego zakres |
| godziny pracy magazynów dostawców w porównaniu z możliwością zaplanowania godzin pracy kierowcy |
| zabezpieczenie środków transportu właściwych do sumy i rodzaju ładunków |
| MINUSY: |
| wymaga więcej zaangażowania i uwagi w początkowej fazie implementacji, aby rozwiązanie stało się naturalne zarówno dla dostawcy, przewoźnika jak i pracownika logistyki |
| w aspekcie księgowo-finansowym dostawy w ramach warunków EXW na koniec okresów rozliczeniowych wliczane są w dużym uproszczeniu w stan posiadania |
 Marcin Magda | Specjalista planowania produkcji i materiałów, obecnie w branży automotive, wcześniej FMCG. Zawodowo, od ponad 10 lat związany z logistyką i gospodarką magazynową. |
Technologie wspierające Lean
PARTNERZY SEKCJI:

Śledź nas w social media
Aktualności
 Wyszukiwarka
Wyszukiwarka
10 lat działalności SLMP - relacja z Lean Trendy 2025
 Ogólnopolski Kongres Jakościowy 2025: Wiedza. Relacje. Biznes.
Ogólnopolski Kongres Jakościowy 2025: Wiedza. Relacje. Biznes.

Polecamy
Konferencja Lean Trendy 2025 wydarzenie pasjonatów i praktyków Lean z całej Polski, była okazją do świętowania dziesiątej rocznicy powstania Stowarzyszenia Lean Management Polska, które przez ten czas konsekwentnie popularyzuje filozofię Lean w Polsc ...
W dniach 14-16 maja 2025 roku w Centrum Edukacyjno-Kongresowym Politechniki Śląskiej odbędzie się Ogólnopolski Kongres Jakościowy 2025. To największe wydarzenie w Polsce poświęcone jakości, łączące wiedzę, relacje i biznes. Kongres stanowi unikalną o ...
- » Nowoczesne podejście do doskonalenia procesów - relacja z IX Europejskiego Kongresu Lean
- » Bezpłatna Konferencja – Cyfrowa Transformacja w Biznesie
- » Doskonalenie procesów, zespołów i robotów
- » Relacja z Toyota Change Management – we wnętrzu giganta zmian
- » Relacja z II Ogólnopolskiej Konferencji Jakościowej
Kalendarz konferencji Lean
PatronujemyŚledź nas na Facebooku
